Acero inoxidable, Plasma n, Protección n – Hypertherm HPR400XD Auto Gas Manual del usuario
Página 144: 130 a, Marcado, Métrico, Anglosajón
Operación
4-46
HPR400XD Auto Gas –
806163 Revisión 3
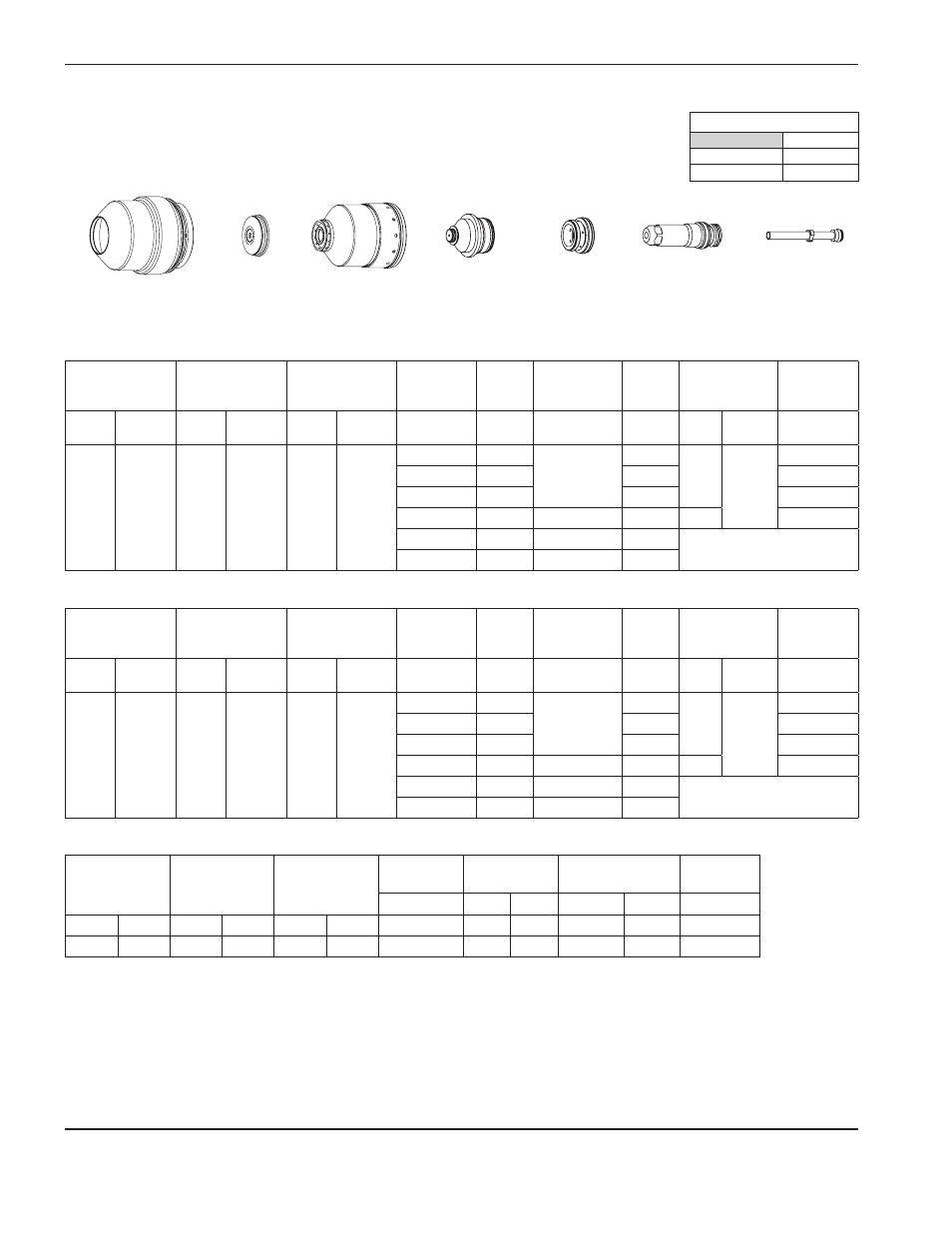
Acero inoxidable
Plasma N
2
/ protección N
2
130 A
Nota: este proceso da un borde de corte más oscuro e irregular, con más escoria y bordes más cercanos
a la perpendicular que el de H35/N
2
a 130 A.
Marcado
Rango de flujo – l/min/scfh
N
2
Preflujo
97 / 205
Flujo de corte
79 / 168
Gases
seleccionados
Valor preflujo
Valor flujo
de corte
Amperaje
Distancia
antorcha-pieza
Velocidad
de marcado
Voltaje
del arco
A
mm
pulg.
mm/min
pulg/min
voltios
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
140
Ar
N
2
50
10
50
10
15
3,0
0.12
2540
100
75
220198
220307
220179
220197
220756
220747
220340
Métrico
Gases
seleccionados
Valor preflujo
Valor flujo
de corte
Espesor
del material
Voltaje
del arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura
de perforación
inicial
Tiempo de
retardo de
perforación
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
mm
voltios
mm
mm/min
mm Factor %
segundos
N
2
N
2
19
51
75
23
6
153
3,0
1960
6,0
200
0,3
8
155
1630
0,4
10
156
1300
0,5
12
162
3,5
900
7,0
0,8
15
167
3,8
670
Arranque desde el borde
20
176
4,3
305
Anglosajón
Gases
seleccionados
Valor preflujo
Valor flujo
de corte
Espesor
del material
Voltaje
del arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura
de perforación
inicial
Tiempo de
retardo de
perforación
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
Gas
plasma
Gas de
protección
pulg.
voltios
pulg.
pulg/min pulg. Factor %
segundos
N
2
N
2
19
51
75
23
1/4
153
0.12
75
0.24
200
0.3
5/16
155
64
0.4
3/8
156
55
0.5
1/2
162
0.14
30
0.28
0.8
5/8
167
0.15
25
Arranque desde el borde
3/4
176
0.17
15