Hypertherm HPR400XD Auto Gas Manual del usuario
Página 188
ManteniMiento
5-12
HPR400XD Auto Gas –
806163 Revisión 3
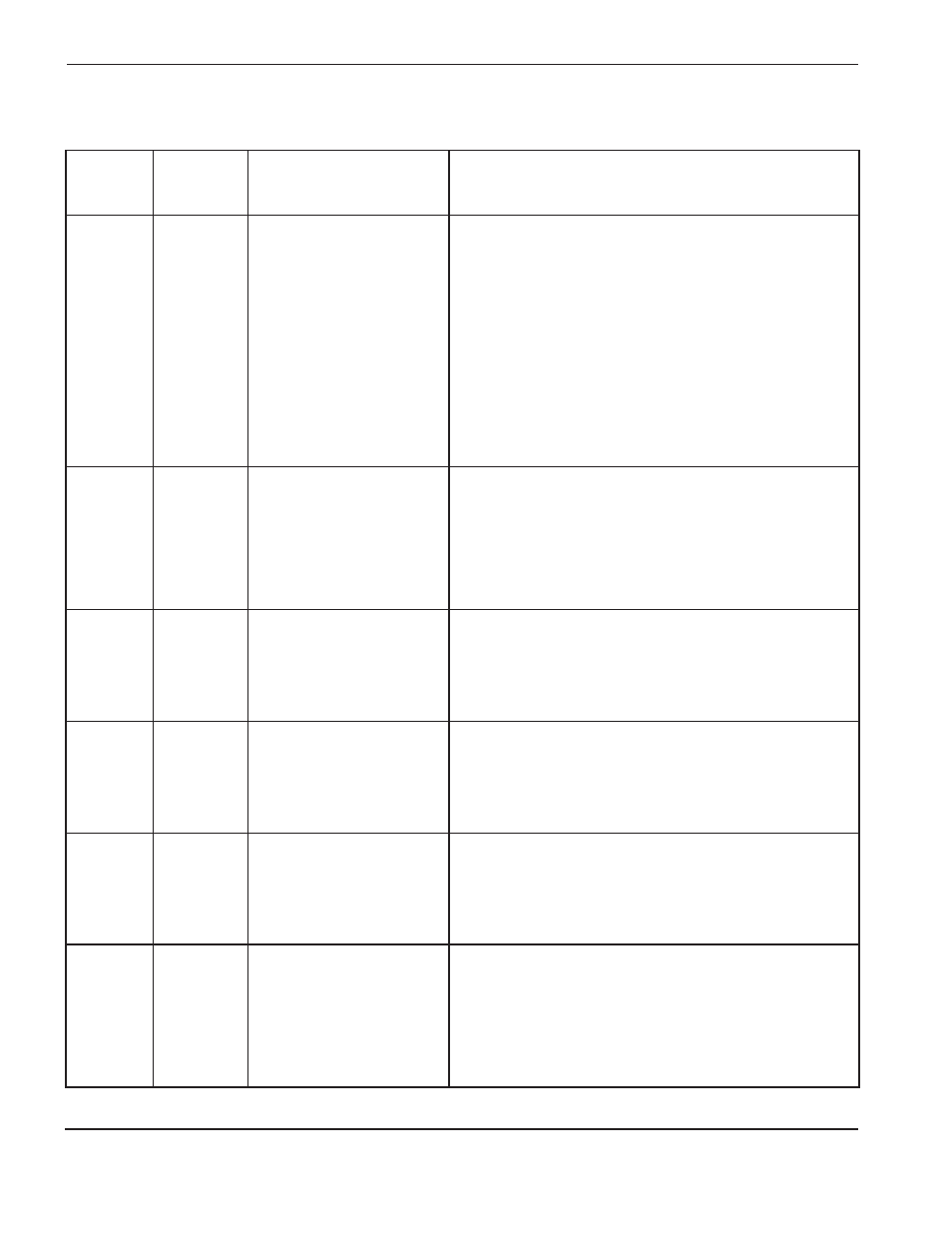
localización de problemas – códigos de error 030 a 042, 231 a 234
Número
código
de error
Nombre
descripción
Medida correctiva
030
Error sistema
de gas
solo consola
de gases
automática
Hubo una falla en el sistema
de gas.
1. Comprobar no esté dañado el cable número 5 (de la fuente
de energía al cable de control de la consola de gas) y que
esté bien conectado a PCB3 y a la parte trasera de la consola
de gas.
2. Comprobar no esté dañado el cable número 6 (de la fuente
de energía al cable de energía de la consola de gas) y que
esté bien conectado en la fuente de energía y a la parte trasera
de la consola de gas.
3. Verificar que en la PCB2 de la consola de gas estén
encendidos D1 (+5 VCD) y D2 (+3,3 VCD). Estos LED indican
que llega energía a la PCB2.
4. Si hay energía en PCB2 y PCB3 y los cables de la consola
de gas están en buenas condiciones, la falla es en la PCB2
o la PCB3. Usar el comprobador CAN para chequear la tarjeta
a reemplazar.
031
primaria
231
secundaria
Pérdida
de arranque
La señal de arranque se recibió
y luego se perdió antes de
establecer el arco.
1. Si se está usando un relé mecánico para darle la señal
de arranque al HPR, el mismo salta al activarse o tiene los
contactos defectuosos. Reemplazar el relé.
2. Inspeccionar el cable de interfaz en busca de deterioro,
engarzados defectuosos o conexiones eléctricas deficientes.
3. Si el cable de interfaz está en buenas condiciones y el relé
no está conduciendo la entrada de arranque, es que el CNC
deja caer la señal antes de establecer un arco permanente.
032
Plazo espera
agotado
La señal en espera demoró
más de 60 segundos.
1. Comprobar que el cable de interfaz no esté deteriorado.
Es posible que los cables de espera estén en corto circuito.
2. El CNC está reteniendo la señal, puede ser que esté esperando
a que termine la entrada IHS de otra antorcha.
3. Si el cable de interfaz CNC está bien y es un sistema
de 1 antorcha, cambie la PCB3.
033
Plazo precarga
agotado
solo
consola
de gases
automática
La consola de selección no
pudo cargar las líneas de gas al
valor correcto.
Es una advertencia de posible limitación al gas en el conjunto
de cables y mangueras. Verificar que las mangueras de plasma
y protección no tengan ninguna obstrucción o que la presión del
gas de entrada no esté baja.
034
primaria
234
secundaria
Pérdida
de corriente
chopper 4
solo
HPR400Xd
La señal de corriente del
chopper 4 se perdió después
de la transferencia.
1. Verificar que las piezas consumibles estén en buenas
condiciones.
2. Verificar que sean correctos los ajustes de flujo de corte.
3. Verificar el tiempo de retardo de perforación.
4. Verificar que el arco no haya perdido contacto con la placa
al cortar (corte de orificios, corte de retazos, etc.)
042
Presión
de nitrógeno
(N
2
) mín.
La presión de nitrógeno está
por debajo del límite inferior:
2,07 bar – corte,
0,34 bar – marcado
Durante la purga de N
2
,
al cambiar de un proceso
de gas combustible a uno
oxidante.
1. Comprobar que el suministro de nitrógeno esté
en ON (encendido) y chequear la presión de alimentación
de gas y el volumen que queda en los tanques.
2. Verificar que el regulador de gas esté ajustado a 8,27 bar.
Ver Ajustar los reguladores de alimentación (sección
Instalación).