HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manual del usuario
Página 489
HEIDENHAIN iTNC 530
489
1
8
.4 MEDIR CINEMÁTICA (ciclo 451, DIN/ISO:
G451, Option)
4
El TNC mide automáticamente todos los ejes giratorios
sucesivamente con la precisión definida por el operario. En una
ventana superpuesta, el TNC muestra el estado actual de la
medición. El TNC apaga la ventana de estado tan pronto como
haya que desplazarse un recorrido que sea más largo que el radio
de la esfera de palpación.
5
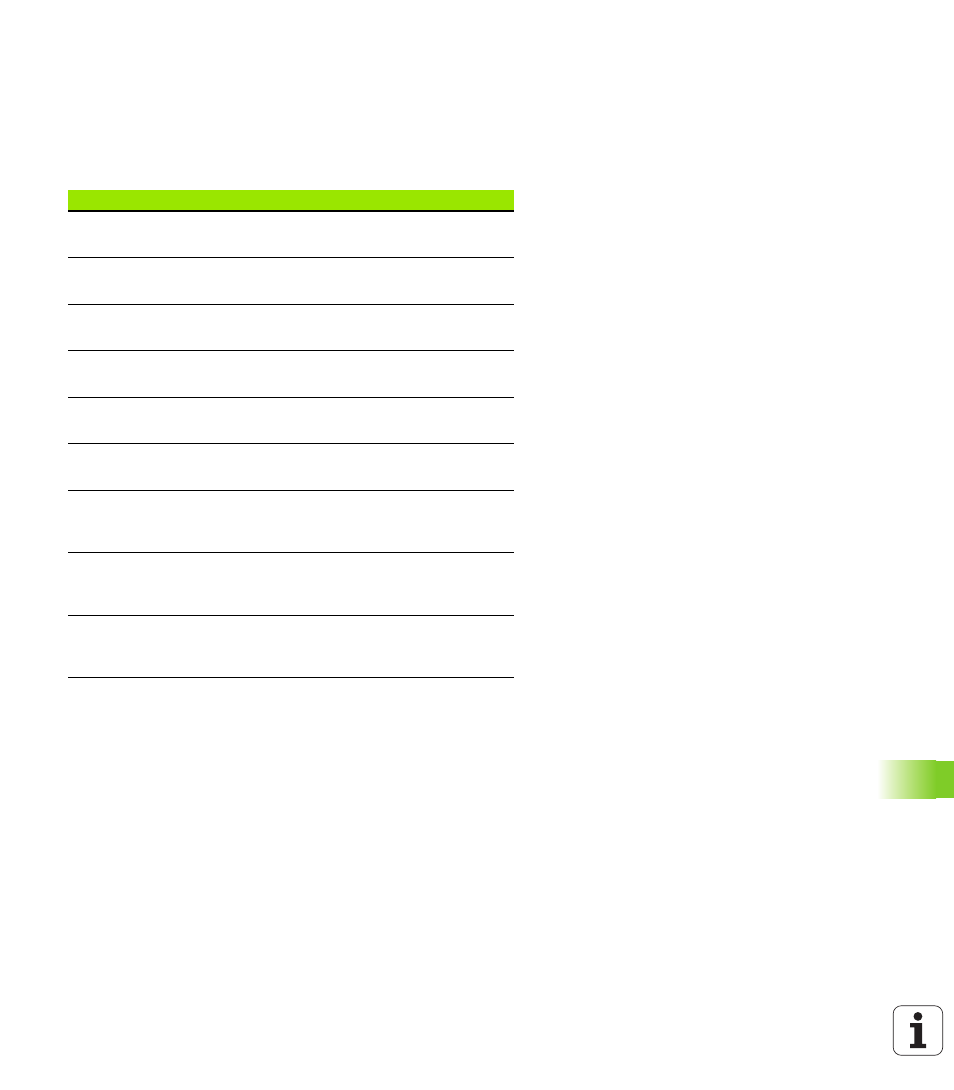
El TNC guarda los valores de medición en los siguientes
parámetros Q:
Nº de parámetro
Significado
Q141
Desviación estándar medida eje A (-1, si el eje
no se ha medido)
Q142
Desviación estándar medida eje B (-1, si el eje
no se ha medido)
Q143
Desviación estándar medida eje C (-1, si el eje
no se ha medido)
Q144
Desviación estándar optimizada eje A (-1, si el
eje no se ha optimizado)
Q145
Desviación estándar optimizada eje B (-1, si el
eje no se ha optimizado)
Q146
Desviación estándar optimizada eje C (-1, si el
eje no se ha optimizado)
Q147
Error de offset en dirección X para su
introducción manual en el parámetro de
máquina correspondiente
Q148
Error de offset en dirección Y para su
introducción manual en el parámetro de
máquina correspondiente
Q149
Error de offset en dirección Z para su
introducción manual en el parámetro de
máquina correspondiente