HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manual del usuario
Página 330
330
Ciclos: Funciones especiales
12.7 T
O
RNEAR POR INTERPOLA
CIÓN (opción de sof
tw
a
re
, ciclo 290,
DIN/ISO:
G290)
Fresar contorno
Introduciendo Q444=0 se pueden fresar las superficies. Para este tipo
de mecanizado se utiliza una fresa con un diámetro de cuchilla (R2). Si
las superficies tienen una sobremedida grande, generalmente es
mejor un mecanizado previo mediante fresado que con torneado por
interpolación.
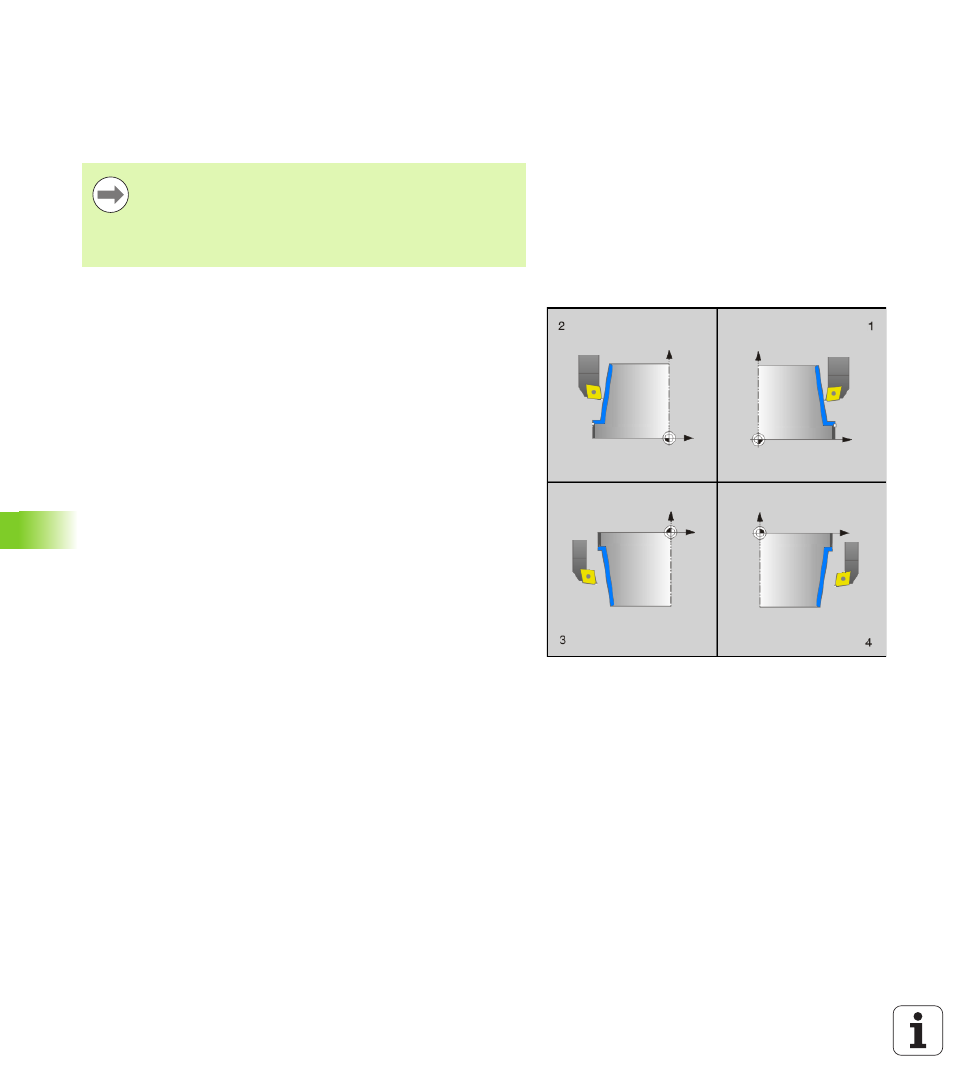
Variantes de mecanizado
Por la combinación de los puntos iniciales y finales con los ángulos
Q495 y Q496 resultan las siguientes posibilidades de mecanizado:
Mecanizado exterior en el cuadrante 1 (1):
Introducir el ángulo de la superficie perimetral Q495 con valor
positivo
Introducir la superficie plano Q496 con valor positivo
Introducir el inicio de contorno X Q491 inferior a final de contorno
X Q493
Introducir el inicio de contorno Z Q492 mayor a final de contorno
Z Q494
Mecanizado interior en el cuadrante 2 (2):
Introducir el ángulo de la superficie perimetral Q495 con valor
negativo
Introducir la superficie plano Q496 con valor negativo
Introducir el inicio de contorno X Q491 mayor a final de contorno
X Q493
Introducir el inicio de contorno Z Q492 mayor al final de contorno
Z Q494
Con fresado, el ciclo permite también mecanizados en
varios pasos.
Hay queobservar que durante el fresado la velocidad de
avance corresponde al valor en Q440 (velocidad de corte).
La velocidad de corte se expresa en metros por minuto.