Tener en cuenta durante la programación, Parámetros de ciclo – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manual del usuario
Página 396
396
Ciclos de palpación: Determinar puntos de referencia automáticamente
15.9 PT
O
. REF
. ESQUINA INTE
RIOR (ciclo 415, DIN/ISO:
G415)
¡Tener en cuenta durante la programación!
Parámetros de ciclo
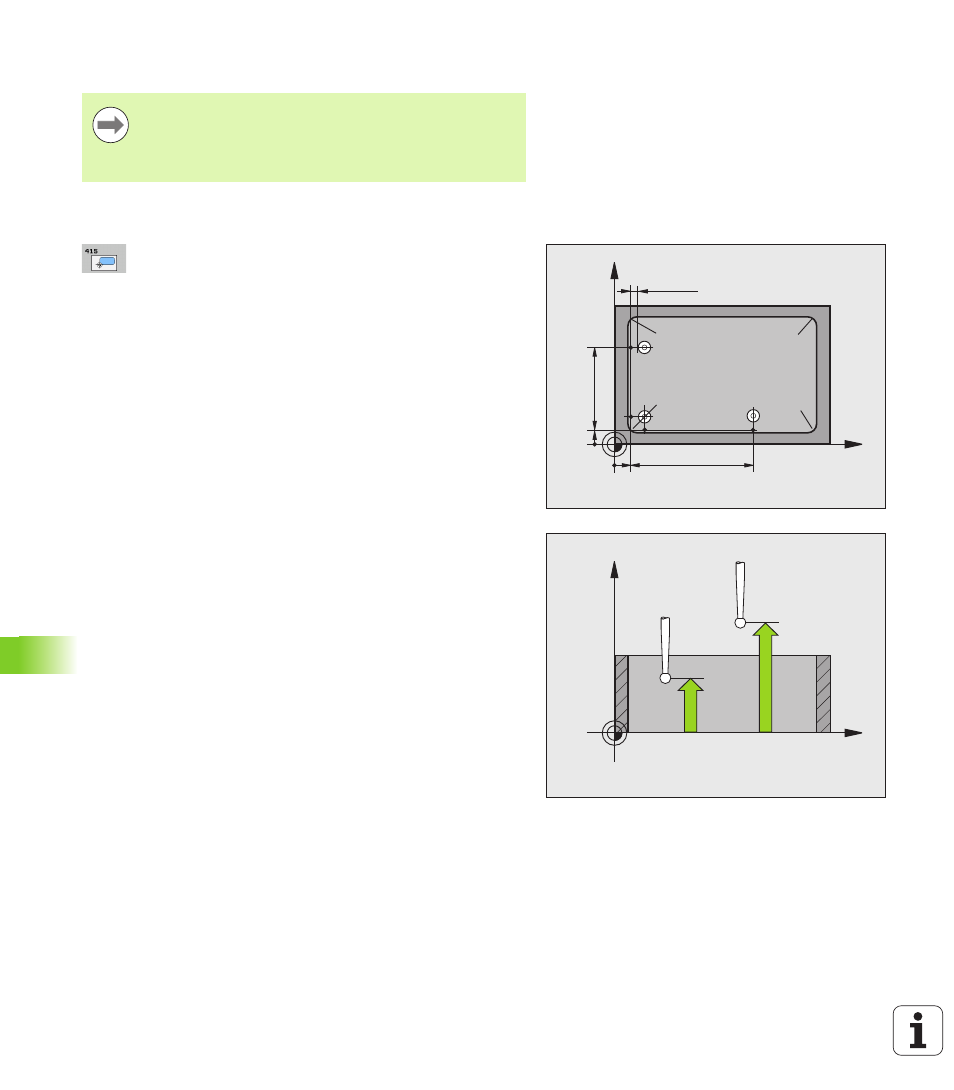
1er punto de medición del 1er eje
Q263 (valor
absoluto): coordenada del 1er punto de palpación en
el eje principal del plano de mecanizado. Campo de
introducción -99999,9999 a 99999,9999
1er punto de medición del 2º eje
Q264 (valor
absoluto): coordenada del 1er punto de palpación en
el eje auxiliar del plano de mecanizado. Campo de
introducción -99999,9999 a 99999,9999
Distancia 1er eje
Q326 (valor incremental):
distancia entre el primer y el segundo punto de
medición en el eje principal del plano de mecanizado.
Campo de introducción 0 a 99999,9999
Distancia 2º eje
Q327 (valor incremental): distancia
entre el tercer y el cuarto punto de medición en el eje
auxiliar del plano de mecanizado. Campo de
introducción 0 a 99999,9999
Esquina
Q308: Número de la esquina, en la cual el
TNC debe fijar el punto de referencia. Campo de
introducción 1 4
Altura de la medición en el eje del palpador
Q261 (valor absoluto): coordenada del centro de la
bola (=punto de contacto) en el eje de palpación,
desde la cual se quiere realizar la medición. Campo de
introducción -99999,9999 a 99999,9999
Distancia de seguridad
Q320 (valor incremental):
Distancia adicional entre el punto de medición y la
bola del palpador. Q320 se suma al valor del MP6140.
Campo de introducción 0 hasta 99999,9999
alternativo PREDEF
Altura de seguridad
Q260 (valor absoluto):
coordenada en el eje del palpador, en la cual no se
puede producir ninguna colisión entre el palpador y la
pieza. Campo de introducción -99999,9999 hasta
99999,9999 alternativo PREDEF
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.
El TNC mide la primera recta siempre en dirección del eje
auxiliar del plano de mecanizado.
X
Y
Q264
Q263
Q326
Q327
Q308=1
Q308=2
Q308=3
Q308=4
MP6140
+
Q320
X
Z
Q261
Q260