Desarrollo del ciclo – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manual del usuario
Página 326
326
Ciclos: Funciones especiales
12.7 T
O
RNEAR POR INTERPOLA
CIÓN (opción de sof
tw
a
re
, ciclo 290,
DIN/ISO:
G290)
12.7 TORNEAR POR
INTERPOLACIÓN (opción de
software, ciclo 290,
DIN/ISO: G290)
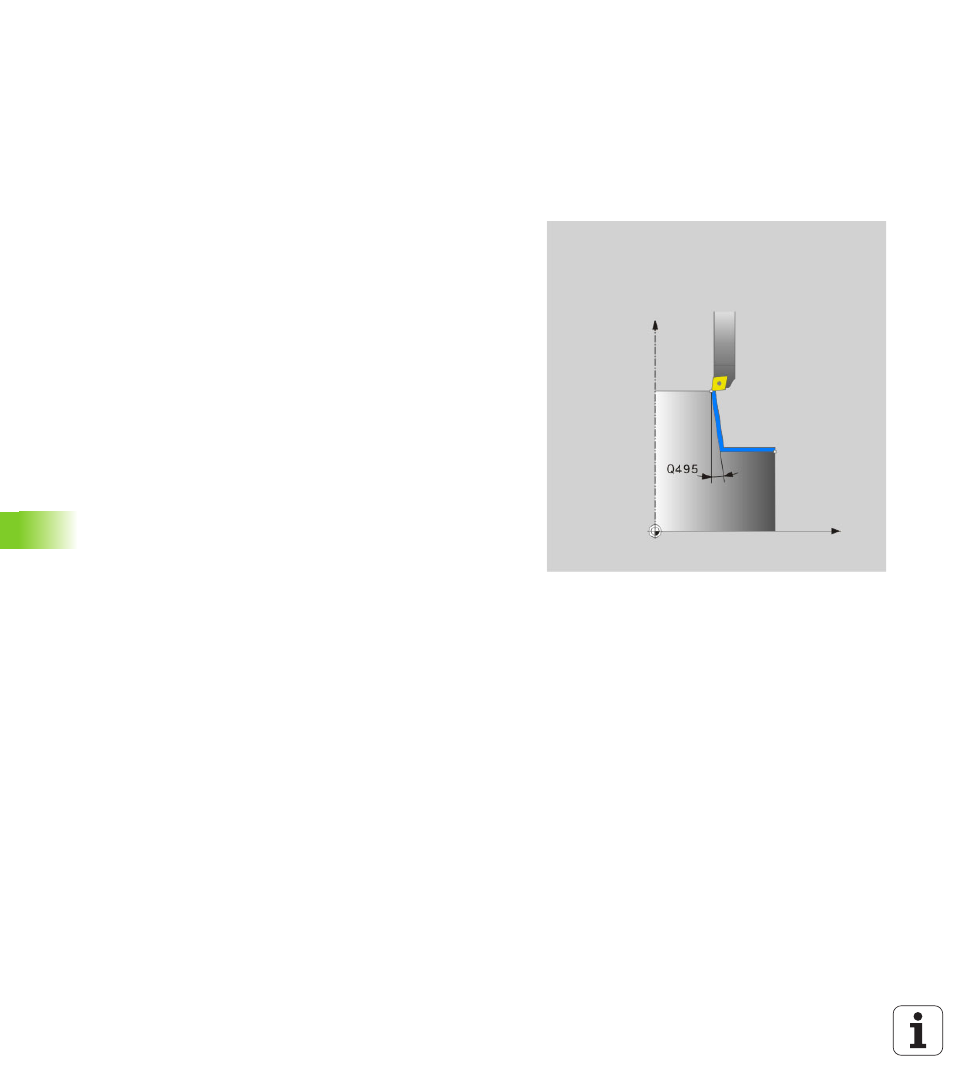
Desarrollo del ciclo
Con este ciclo se puede crear un resalte con simetría de revolución o
una entalladura en el plano de mecanizado, que se definen mediante
un punto inicial y un punto final.(Ver también “Variantes de
mecanizado” en pág. 330). El centro de rotación es el punto inicial (XY)
en la llamada de ciclo. Las superficies de rotación se pueden inclinar y
redondear una hacia la otra. Las superficies se pueden crear tanto por
torneado por interpolación o mediante fresado.
En el torneado por interpolación, la pieza no gira La herramienta
ejecuta un movimiento circular en los ejes X e Y. Al mismo tiempo, el
TNC sigue al cabezal S de modo que el filo de la cuchilla de torneado
siempre esté orientada hacia el centro de torneado de la pieza. De este
modo, también se puede utilizar el ciclo 290 en una máquina de tres
ejes.
No es necesario que el punto central del mecanizado no está en el
centro de una mesa circular. El punto central se fija mediante la
posición de la herramienta en la llamada del ciclo.
1
El TNC posiciona la herramienta en altura de seguridad sobre el
punto inicial del mecanizado. Este resulta de una prolongación
tangencial del punto inicial del contorno por la distancia de
seguridad.
2
El TNC crea el contorno definido mediante torneado por
interpolación. A este respecto, los ejes principales del plano de
mecanizado describen un movimiento circular, mientras que el eje
del cabezal se guía perpendicularmente a la superficie.
3
En el punto final del contorno, el TNC retira la herramienta
verticalmente por la distancia de seguridad.
4
Finalmente, el TNC posiciona la herramienta en la altura de
seguridad