Funcionamiento – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manual del usuario
Página 284
284
Ciclos: Conversiones de coordenadas
1
1
.3 Desplazamient
o
del PUNT
O CER
O
con tablas de cer
o
piezas (ciclo
7,
DIN/ISO:
G53)
11.3 Desplazamiento del PUNTO
CERO con tablas de cero
piezas (ciclo 7, DIN/ISO: G53)
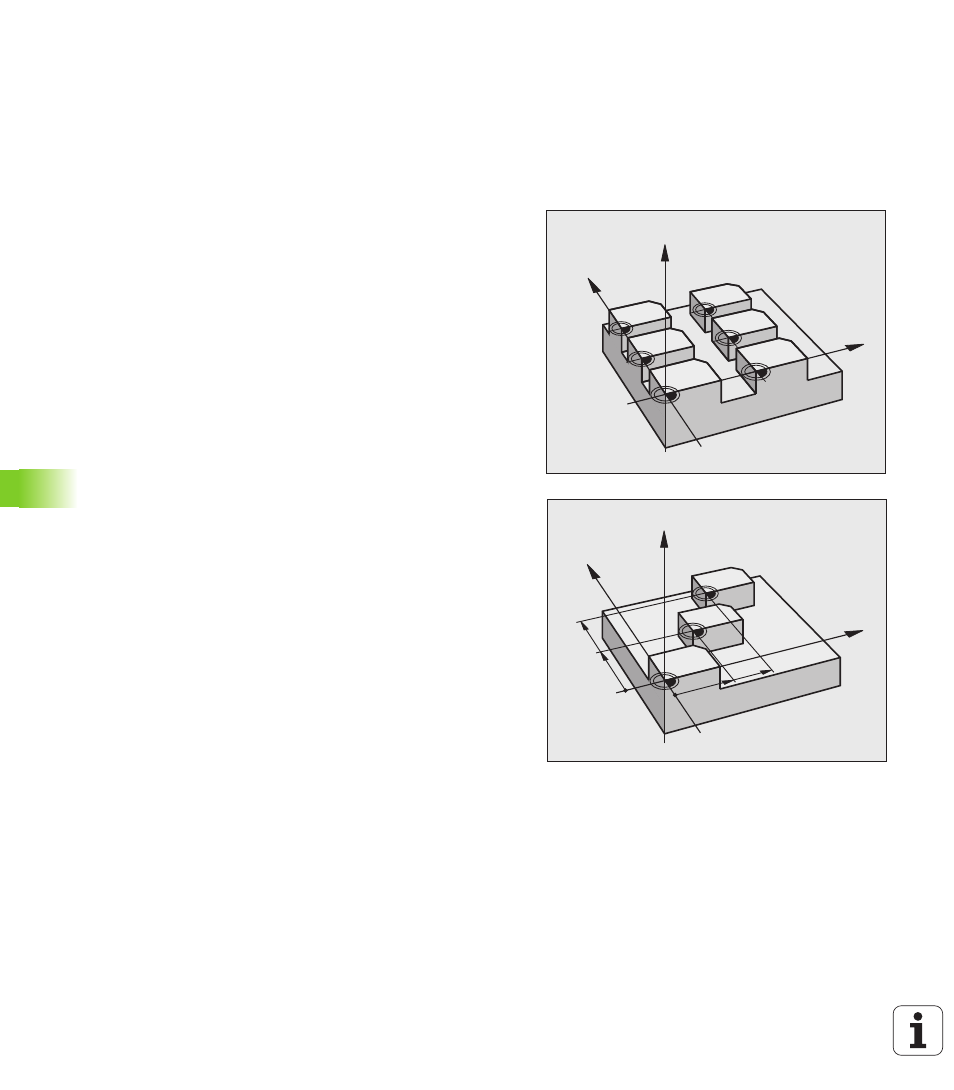
Funcionamiento
Las tablas de puntos cero se utilizan p.ej. en
pasos de mecanizado que se repiten con frecuencia en diferentes
posiciones de la pieza o
cuando se utiliza a menudo el mismo desplazamiento de punto cero
Dentro de un programa los puntos cero se pueden programar
directamente en la definición del ciclo o bien se pueden llamar de una
tabla de puntos cero.
desplazamiento del punto cero
Desde la tabla de puntos cero se llama a un desplazamiento con las
coordenadas
Llamar X=0; Y=0 etc.
El desplazamiento a las coordenadas X=0; Y=0 etc. se llama
directamente con una definición del ciclo
Utilizar la función TRANS DATUM RESET
Gráfico
Si después de un desplazamiento del punto cero se programa un
nuevo BLK FORM, se puede elegir a través del parámetro MP7310, si el
nuevo BLK FORM se refiere al nuevo o al antiguo punto cero. De esta
forma cuando se mecanizan varias piezas se puede representar
gráficamente cada pieza de forma individual.
Visualizaciones de estados
En las visualizaciones de estado adicionales se visualizan los
siguientes datos dede la tabla de puntos cero:
Nombre y camino de la tabla de puntos cero activa
Número de punto cero activo
Comentario de la columna DOC del número de punto cero activo
N
0
N
2
N
4
N
1
N
3
N
5
Z
X
Y
Z
X
Y
X
Y
X
Y
N
0
N
2
N
1
1
2
1
2