Tener en cuenta durante la programación, Parámetros de ciclo – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manual del usuario
Página 439
HEIDENHAIN iTNC 530
439
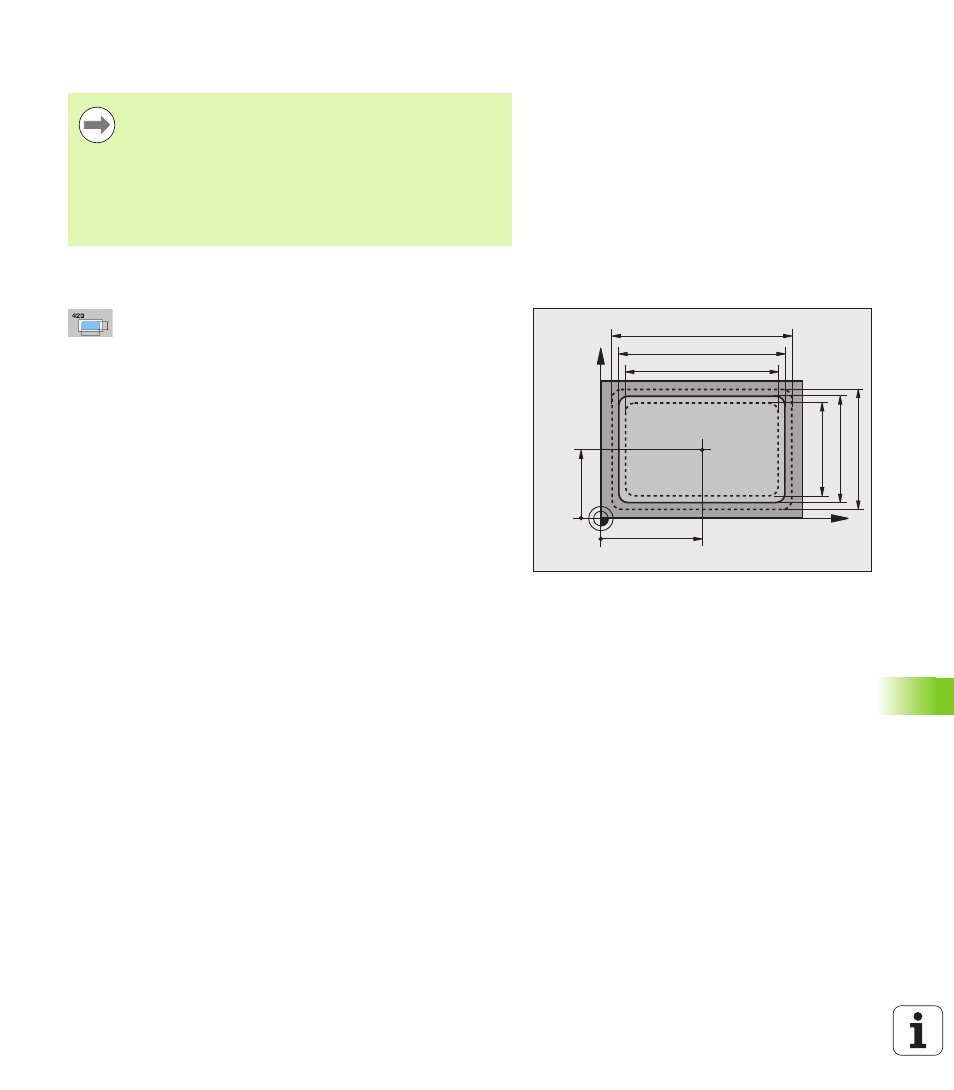
16.7 MEDIR RECTÁNGUL
O
INTER
IOR (ciclo 423, DIN/ISO:
G423)
¡Tener en cuenta durante la programación!
Parámetros de ciclo
Centro 1er eje
Q273 (valor absoluto): Centro de la
cajera en el eje principal del plano de mecanizado.
Campo de introducción -99999,9999 a 99999.9999
Centro 2º eje
Q274 (valor absoluto): Centro de la
cajera en el eje auxiliar del plano de mecanizado.
Campo de introducción -99999,9999 a 99999.9999
Longitud lado 1
Q282: Longitud de la cajera, paralela
al eje principal del plano de mecanizado. Campo de
introducción 0 a 99999,9999
Longitud lado 2
Q283: Longitud de la cajera, paralela
al eje auxiliar del plano de mecanizado. Campo de
introducción 0 a 99999,9999
Altura de la medición en el eje del palpador
Q261 (valor absoluto): Coordenada del centro de la
bola (=punto de contacto) en el eje de palpación,
desde la cual se quiere realizar la medición. Campo de
introducción -99999,9999 hasta 99999,9999
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.
Cuando las dimensiones de la cajera y la distancia de
seguridad no permiten un posicionamiento previo en la
proximidad de los puntos de palpación, el TNC siempre
palpa partiendo del centro de la cajera. Entre los cuatro
puntos de medida el palpador no se desplaza a la altura de
seguridad.
X
Y
Q287
Q285
Q274
±Q280
Q273
±Q279
Q283
Q286
Q282
Q284