Desarrollo del ciclo – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manual del usuario
Página 358
358
Ciclos de palpación: Determinar posiciones inclinadas de pieza automáticamente
14.7 Ajust
e
de la posición inclinada de la pieza mediant
e
el eje C (ciclo 405,
DIN/ISO:
G405)
14.7 Ajuste de la posición inclinada
de la pieza mediante el eje C
(ciclo 405, DIN/ISO: G405)
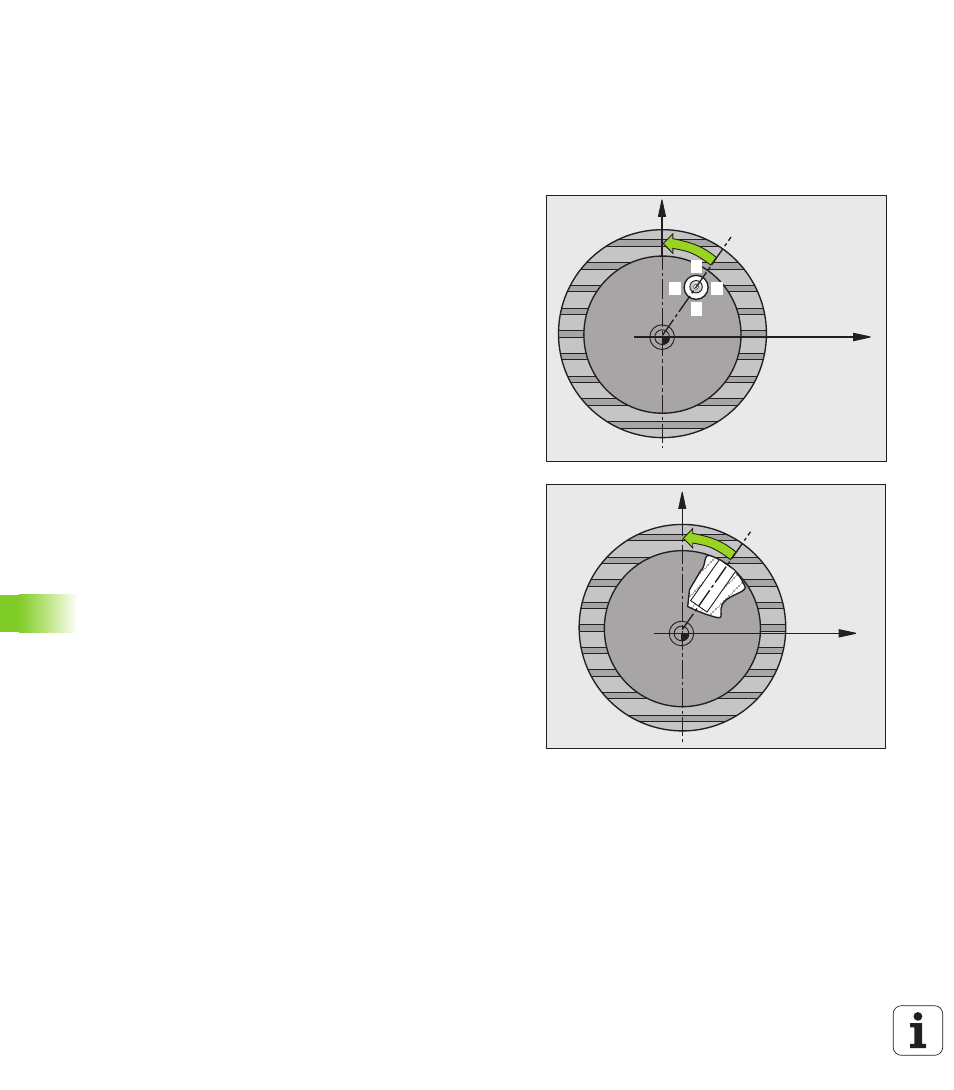
Desarrollo del ciclo
Con el ciclo de palpación 405 se calcula
el desvío angular entre el eje Y positivo del sistema de coordenadas
activo y la línea central de un taladro o
el desvío angular entre la posición nominal y la posición real del
punto central de un taladro
El TNC compensa la desviación angular calculada, girando el eje C. La
pieza debe estar sujeta en la mesa giratoria, la coordenada Y del
taladro debe ser positiva. Si se mide descentramiento angular del
taladro con el eje de palpación Y (posición horizontal del taladro),
puede ser necesario ejecutar el ciclo varias veces, puesto que debido
a la estrategia de medición se origina una imprecisión de aprox. un 1%
de la posición inclinada.
1
El TNC posiciona el palpador en avance rápido (valor de MP6150)
y según la lógica de posicionamiento Ver “Ejecutar ciclos de
palpación” en pág. 340 hacia el punto de palpación
1
. El TNC
calcula los puntos de palpación según las indicaciones en el ciclo y
la distancia de seguridad indicada en MP6140
2 A continuación, el palpador se desplaza a la altura de la medición
programada y ejecuta el primer proceso de palpación con avance
de palpación (MP6120). El TNC determina automáticamente la
dirección de palpación en relación al ángulo inicial programado
3
Después, el palpador se desplaza hasta el siguiente punto de
palpación en altura de medición o en altura de seguridad
2
y
ejecuta en ese punto el segundo proceso de palpación
4
El TNC posiciona el palpador en el punto de palpación
3
y después
en el punto de palpación
4
y ejecuta en ese punto el tercer o cuarto
proceso de palpación y posiciona el palpador sobre el centro del
taladro calculado
5
A continuación, el TNC posiciona el palpador de nuevo a la altura
de seguridad y posiciona la pieza mediante el giro de la mesa
giratoria, El TNC gira la mesa de tal forma que el punto central del
taladro tras las compensación - tanto en ejes de palpación
verticales como horizontales - está situado en la dirección del eje Y
positivo, o en la posición nominal del punto central del taladro. La
desviación angular medida también está disponible en el
parámetro Q150.
X
Y
1
2
4
3
X
Y