HEIDENHAIN NC 124 Manual del usuario
Página 96
8
Subprogramas y repeticiones de partes de programa
96
TNC 124
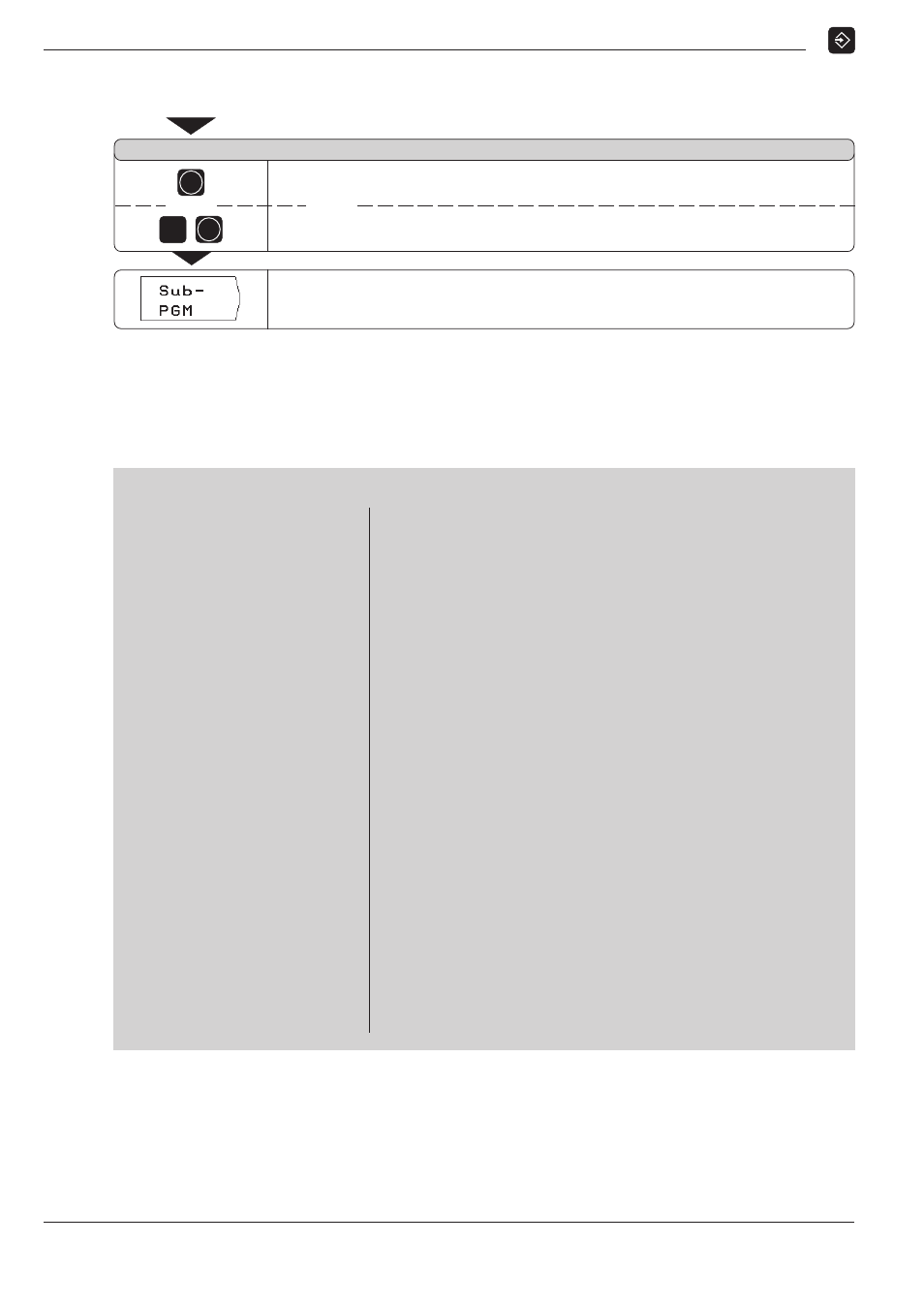
Subprograma
¿Número label?
1
ENT
ENT
Aceptar el Número de label propuesto.
Introducir Número de label ( 1 ). Confirmar el dato introducido.
En el bloque actual aparece la label llamada: CALL LBL 1.
La pregunta ¿Repetición REP? no tiene ninguna importancia para los
subprogramas. Con la teclas soft se confirma la llamada a un subprograma.
o
o
Después de un bloque CALL LBL en el modo de funcionamiento
EJECUCION DE PROGRAMA
se ejecutan los bloques de programa
abarcados dentro del subprograma entre el bloque LBL con el
número llamado y el siguiente bloque con LBL.
El subprograma se ejecuta como mínimo una vez aun cuando no
exista ningún bloque CALL LBL.
Bloques de programa
0
BEGIN PGM 60
MM
Comienzo de programa, número de programa y sistema de
dimensiones
1
F 9999
Avance elevado para preposicionamiento
2
Z+20.000
Altura segura
3
X+20.000
R0
Coordenada X de punto incisión ranura
À
4
Y+10.000
R0
Coordenada Y punto inciisión ranura
À
5
TOOL CALL 7 Z
Llamada a datos de herramienta, p.e., herramienta 7, eje de
herramienta Z
6
S 1000
Velocidad de giro de cabezal
7
M 3
Cabezal MARCHA, giro a derechas (horario)
8
CALL LBL 1
Llamada a subprograma 1: ejecución de bloques 17 hasta 23
9
X+40.000
R0
Coordenada X de punto de incisión de ranura
Á
10
Y+50.000
R0
Coordenada Y de punto de incisión de ranura
Á
11
CALL LBL 1
Llamada a subprograma 1: ejecución de bloques 17 hasta 23
12
X+60.000
R0
Coordenada X punto incisión de ranura
Â
13
Y+40.000
R0
Coordenada Y punto incisión de ranura
Â
14
CALL LBL 1
Llamada a subprograma 1: ejecución de bloques 17 hasta 23
15
Z+20.000
Altura segura
16
M 2
PARADA programa, cabezal PARO, refrigerante CERRAR
17
LBL 1
Comienzo de subprograma 1
18
F 200
Avance de mecanizado durante subprograma
19
Z–10.000
Incisión a la profundidad de ranura
20
IY+20.000
R0
Fresar ranura
21
F 9999
Avance elevado para retirada y preposicionamiento
22
Z+2.000
Retirada
23
LBL 0
Fin de subprograma 1
24
END PGM 60
MM
Fin de programa, número de programa y sistema de dimensiones