X +z +y – HEIDENHAIN NC 124 Manual del usuario
Página 14
1
Fundamentos sobre los datos de posición
14
TNC 124
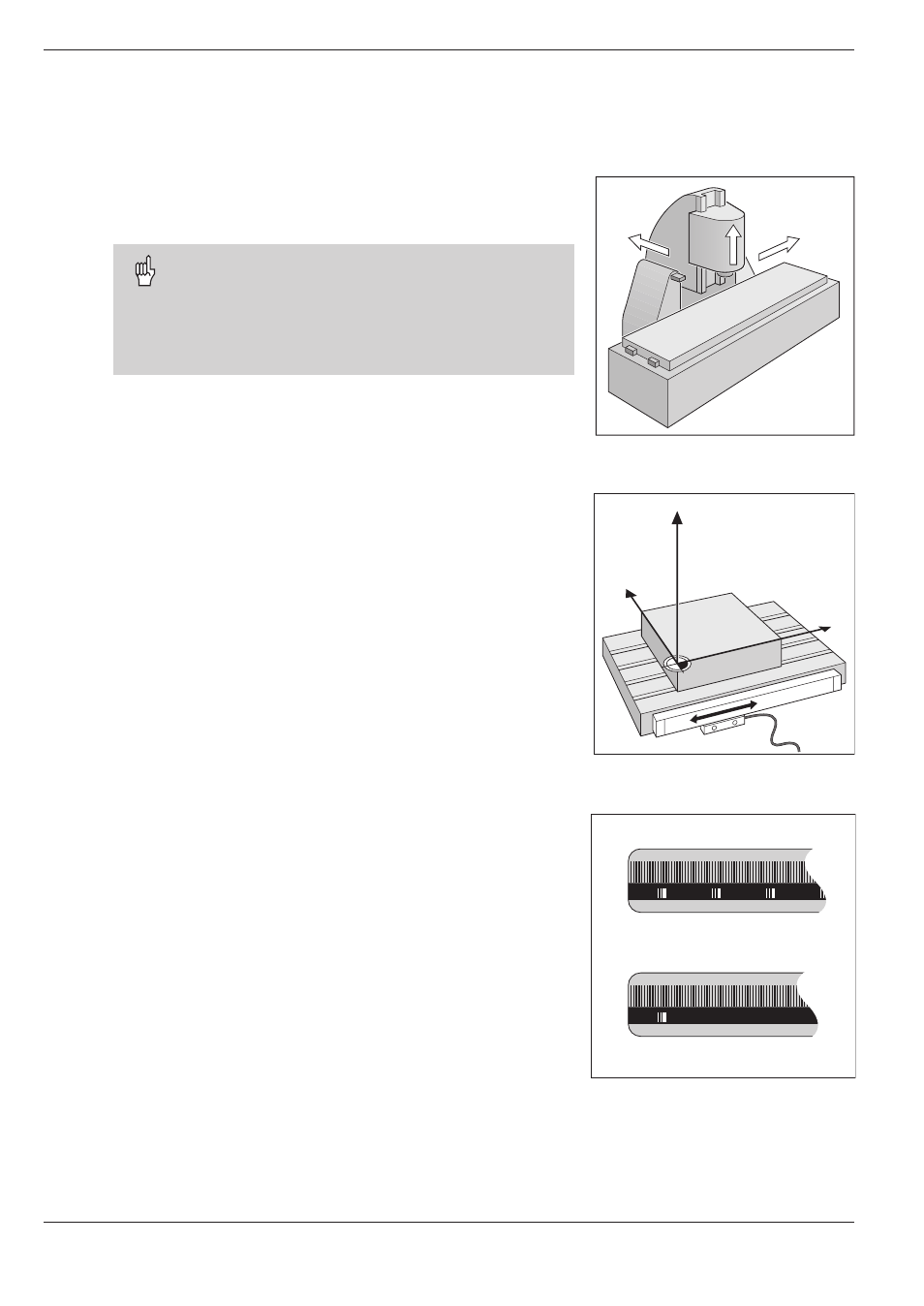
Marcas de referencia
Las reglas de los sistemas de lineales de medida llevan una o
varias marcas de referencia. Las marcas de referencia, al ser
sobrepasadas, generan una señal que para el TNC identifica una
posición de regla como punto de referencia (punto de referencia
de regla = punto de referencia fijo en la máquina).
Con ayuda de estos puntos de referencia, el TNC puede
restablecer la correspondencia entre la posición del carro de
máquina y la posición real visualizada.
En sistemas lineales de medida con marcas de referencia
codificadas como máximo debe desplazar los ejes 20 mm
(20° en sistemas angulares de medida).
Y
X
Z
+X
+Z
+Y
Fig. 1.8: En el eje Y y Z la herramienta se
desplaza en el eje X de la mesa de la
máquina
Fig. 1.9: Sistema de medición de
desplazamiento para un eje lineal,
p.e., para el eje X
Fig. 1.10: Reglas - arriba con marcas de
referencia codificadas por su
distancia de separación y abajo con
una sola marca de referencia
Sistemas de medición de desplazamiento
Los sistemas de medición de desplazamiento - sistemas de
medición de longitud para ejes lineales, sistemas de medición de
águlo para ejes de rotación - convierten los desplazamientos de
los ejes de la máquina en señales eléctricas. El TNC 124 analiza
las señales y calcula permanentemente la posición real de los
ejes de máquina.
Si se produce una interrupción de la corriente, se pierde la
asignación entre la posición de carro de máquina y la posición
real calculada; el TNC puede restablecer esta asignación
después de la conexión.
Desplazamientos de la máquina y sistemas de medición de desplazamiento
Programación del desplazamiento de la herramienta
Según el diseño de la máquina, en un eje bien se desplaza la
mesa de la máquina con la pieza sujeta sobre la misma o se
desplaza la herramienta.
Cuando introduzca los desplazamientos de la
herramienta en un programa, tenga en cuenta el
siguiente principio:
Los desplazamientos de la herramienta se programan
siempre como si la pieza estuviese en reposo y la
herramienta realizase todos los desplazamientos.