HEIDENHAIN NC 124 Manual del usuario
Página 68
5
Editar programas
68
TNC 124
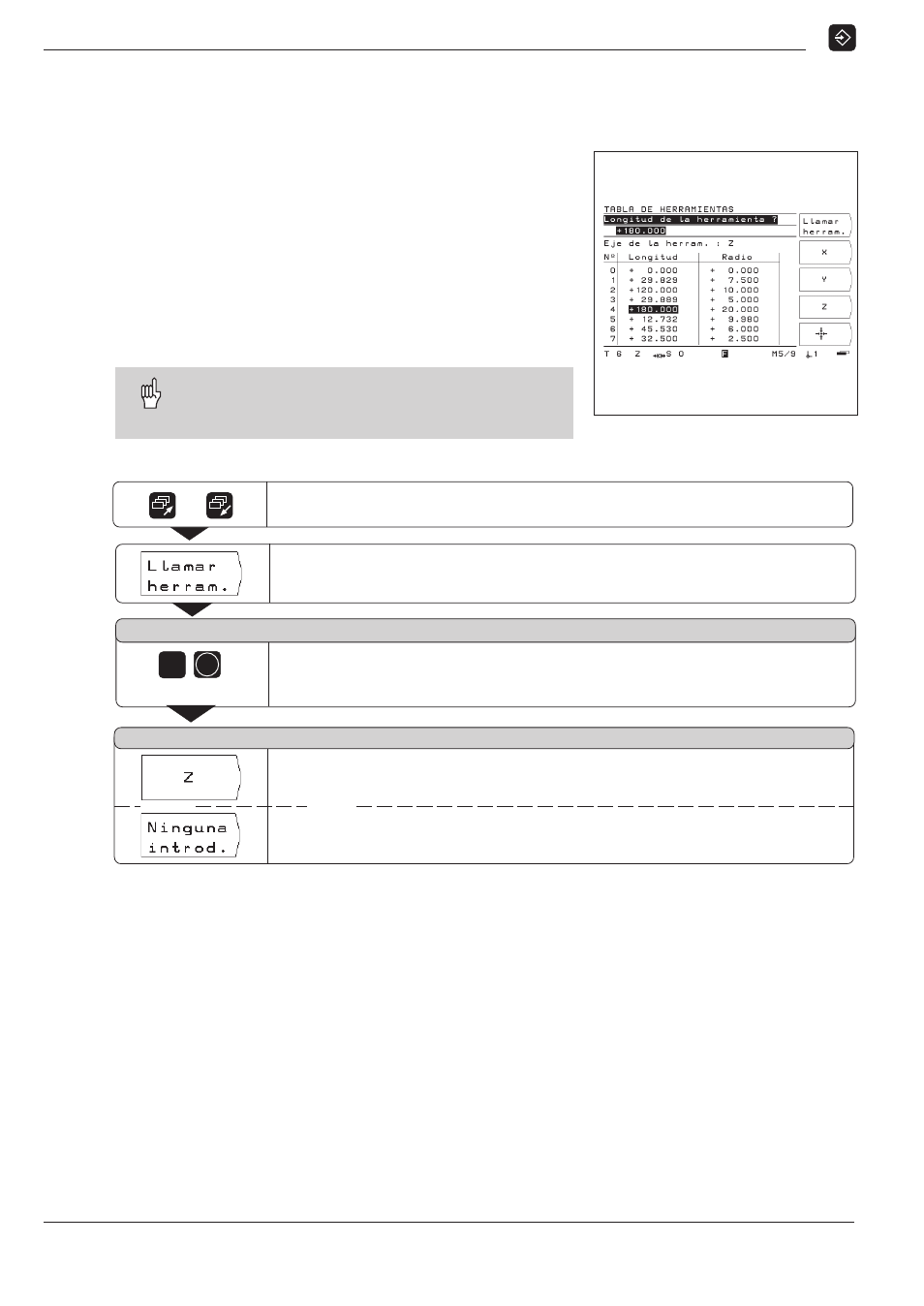
Si en programa introduce otro eje de herramienta que el
que aparece en la tabla, el TNC memoriza el nuevo eje
de herramienta en la tabla.
Modo de funcionamiento: EDICION DE PROGRAMAS
Fig. 5.2: La tabla de herramientas en la pantalla
del TNC
Avanzar a la segunda página de teclas soft.
/
ENT
4
Introducir el número de herramienta (p.e. 4) en el cual están memorizados los
datos de herramienta en la tabla de herramientas. Confirmar dato introducido.
Campo de introducción : 0 hasta 99
Llamar a datos de herramienta desde la tabla de herramientas.
¿Número de herramienta?
Llamada a datos de herramienta en un programa
En el capítulo 3 se ha explicado cómo se registran las longitudes y
radios de las herramientas en la tabla de herramientas del TNC
124.
Los datos de herramienta memorizados en la tabla puede llamarlos
también desde un programa.
Si al ejecutar un programa cambia de herramienta, no tiene que
elegir los nuevos datos de herramienta cada vez en la tabla de
herramientas.
Con el comando TOOL CALL el TNC llama directamente a la
longitud y radio de herramienta desde la tabla de herramientas.
El eje de herramienta para ejecución lo define usted en el
programa.
¿Eje herramienta?
Introducir eje de herramienta (p.e. Z ).
En el programa aparece la llamada a herramienta TOOL CALL 4 Z.
Ningún dato
para Eje de herramienta, si ya existe en el programa un
bloque TOOL CALL con eje de herramienta.
En el programa existe la llamada a herramienta TOOL CALL 4 .
o
o
Modo de trabajo sin TOOL CALL
Si escribe los programas de mecanizado sin TOOL CALL, el TNC
trabaja con los datos de herramienta elegidos la última vez.
Si cambia la herramienta, puede cambiar a la tabla de
herramientas desde la EJECUCION DE PROGRAMAS y llamar a los
nuevos datos de herramienta.