Tener en cuenta durante la programación, Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-01) Cycle programming Manual del usuario
Página 410
410
Ciclos de palpación: Determinar puntos de referencia automáticamente
16.4 PUNT
O DE REFERENCIA RE
CT
ANGUL
O
INTERIOR (ciclo
41
0,
DIN/ISO:
G41
0
)
¡Tener en cuenta durante la programación!
Parámetros de ciclo
U
Centro 1er eje
Q321 (valor absoluto): Centro de la
cajera en el eje principal del plano de mecanizado.
Campo de entrada -99999,9999 hasta 99999,9999
U
Centro 2º eje
Q322 (valor absoluto): Centro de la
cajera en el eje auxiliar del plano de mecanizado.
Campo de entrada -99999,9999 hasta 99999,9999
U
Longitud lado 1
Q323 (valor incremental): Longitud
de la cajera, paralela al eje principal del plano de
mecanizado. Campo de introducción 0 a 99999,9999
U
Longitud lado 2
Q324 (valor incremental): Longitud
de la cajera, paralela al eje auxiliar del plano de
mecanizado. Campo de introducción 0 a 99999,9999
U
Altura de la medición en el eje del palpador
Q261 (valor absoluto): Coordenada del centro de la
bola (=punto de contacto) en el eje de palpación,
desde la cual se quiere realizar la medición. Campo de
entrada -99999,9999 hasta 99999,9999
U
Distancia de seguridad
Q320 (valor incremental):
Distancia adicional entre el punto de medición y la
bola del palpador. Q320 se suma a SET_UP (tabla del
sistema de palpación). Campo de introducción 0 hasta
99999,9999
U
Altura de seguridad
Q260 (valor absoluto):
Coordenada en el eje del palpador, en la cual no se
puede producir ninguna colisión entre el palpador y la
pieza. Campo de entrada -99999,9999 hasta
99999,9999
¡Atención: Peligro de colisión!
Para evitar que el palpador colisione con la pieza, deberá
indicarse la longitud del lado 1 y del lado 2 de la cajera con
valores inferiores a lo estimado.
Cuando las dimensiones de la cajera y la distancia de
seguridad no permiten un posicionamiento previo en la
proximidad de los puntos de palpación, el TNC siempre
palpa partiendo del centro de la cajera. Entre los cuatro
puntos de medida el palpador no se desplaza a la altura de
seguridad.
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.
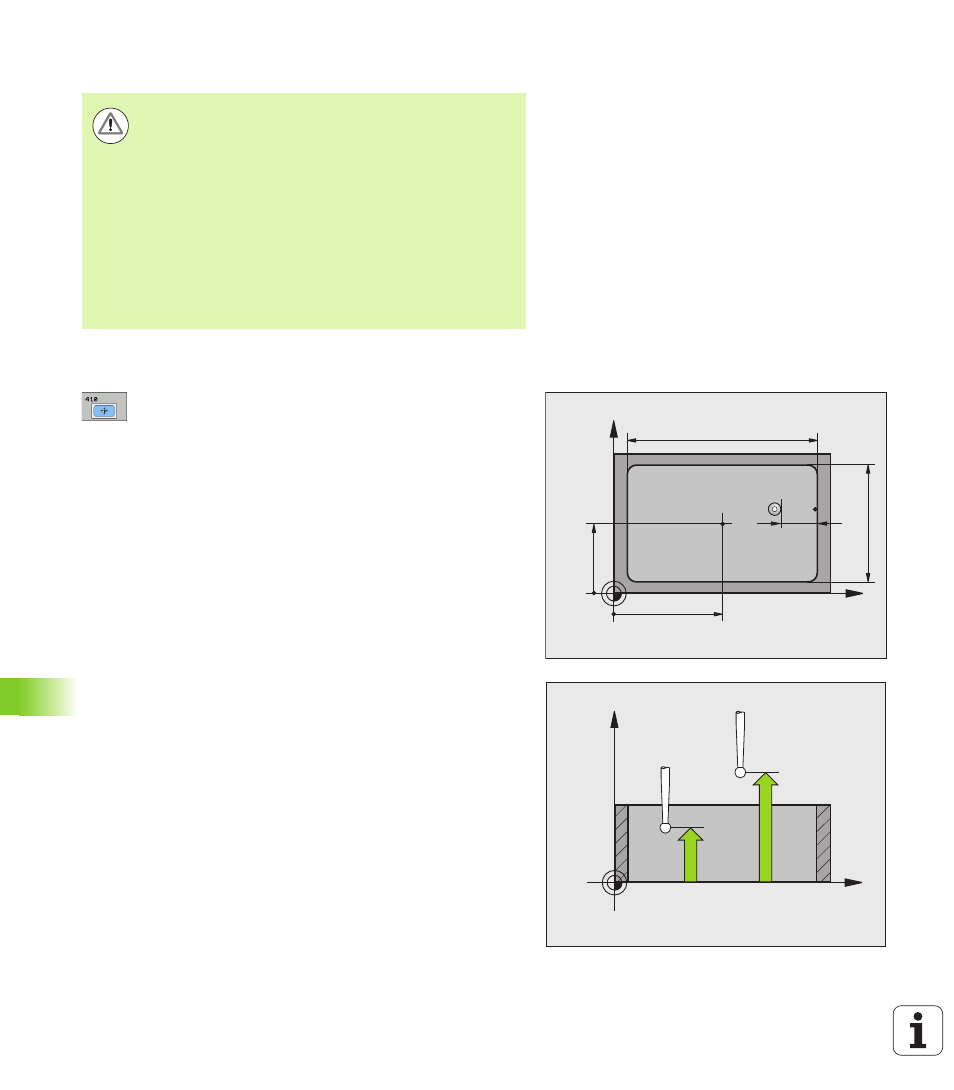
X
Y
Q322
Q321
Q324
Q323
SET_UP
(TCHPROBE.TP)
+
Q320
X
Z
Q261
Q260