Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-01) Cycle programming Manual del usuario
Página 290
290
Ciclos: Tornear
13.6 T
O
RNEAR REBAJE L
ONGIT
UDINAL AMPLIADO (ciclo 812)
Parámetros de ciclo
U
Perímetro de mecanizado
Q215: determinar
perímetro de mecanizado:
0: Desbaste y Acabado
1: Sólo Desbaste
2: Sólo acabado a cota de acabado
3: Sólo acabado a sobremedida
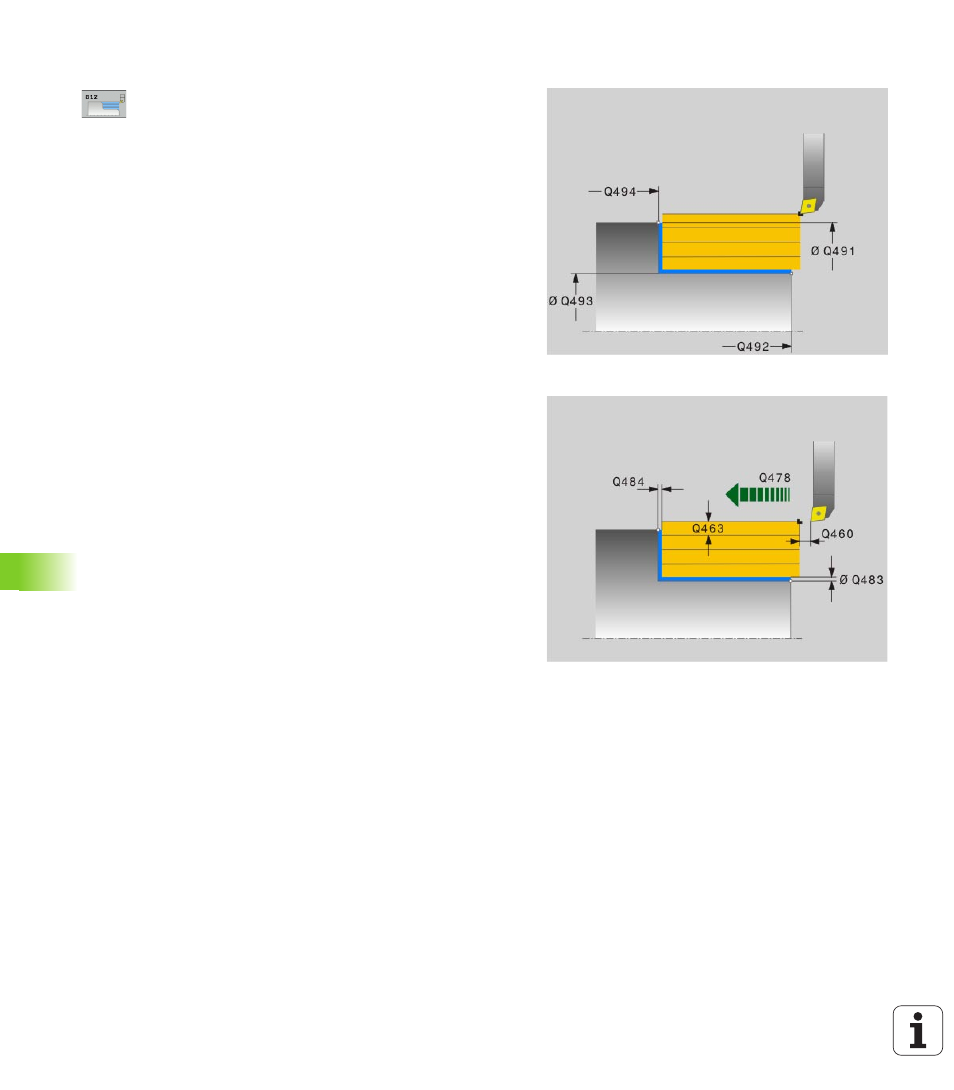
U
Distancia de seguridad
Q460 (valor incremental):
Distancia para movimiento de retirada y
preposicionamiento
U
Diámetro inicio de contorno
Q491: Coordenada X
del punto inicial de contorno (valor de diámetro)
U
Inicio de contorno Z
Q492: Coordenada Z del punto
inicial de contorno (valor de diámetro)
U
Diámetro final de contorno
Q493: Coordenada X del
punto final de contorno (valor de diámetro)
U
Final de contorno Z
Q494: Coordenada Z del punto
final de contorno
U
Ángulo superficie de perímetro
Q495: Ángulo entre
la superficie de perímetro y ángulo de giro
U
Tipo elemento inicial
Q501: Determinar el tipo de
elemento en el inicio de contorno (superficie de
perímetro):
0: sin elemento adicional
1: elemento es una fase
2: elemento es un radio
U
Tamaño de elemento inicial
Q502: Tamaño del
elemento inicial (porción de fase)
U
Radio de esquina de contorno
Q500: Radio de la
esquina interior de contorno. Si no se indica ningún
radio, se realiza el radio de la cuchilla.