Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-01) Cycle programming Manual del usuario
Página 152
152
Ciclos de mecanizado: Fresado de cajeras / Fresado de islas / Fresado de ranuras
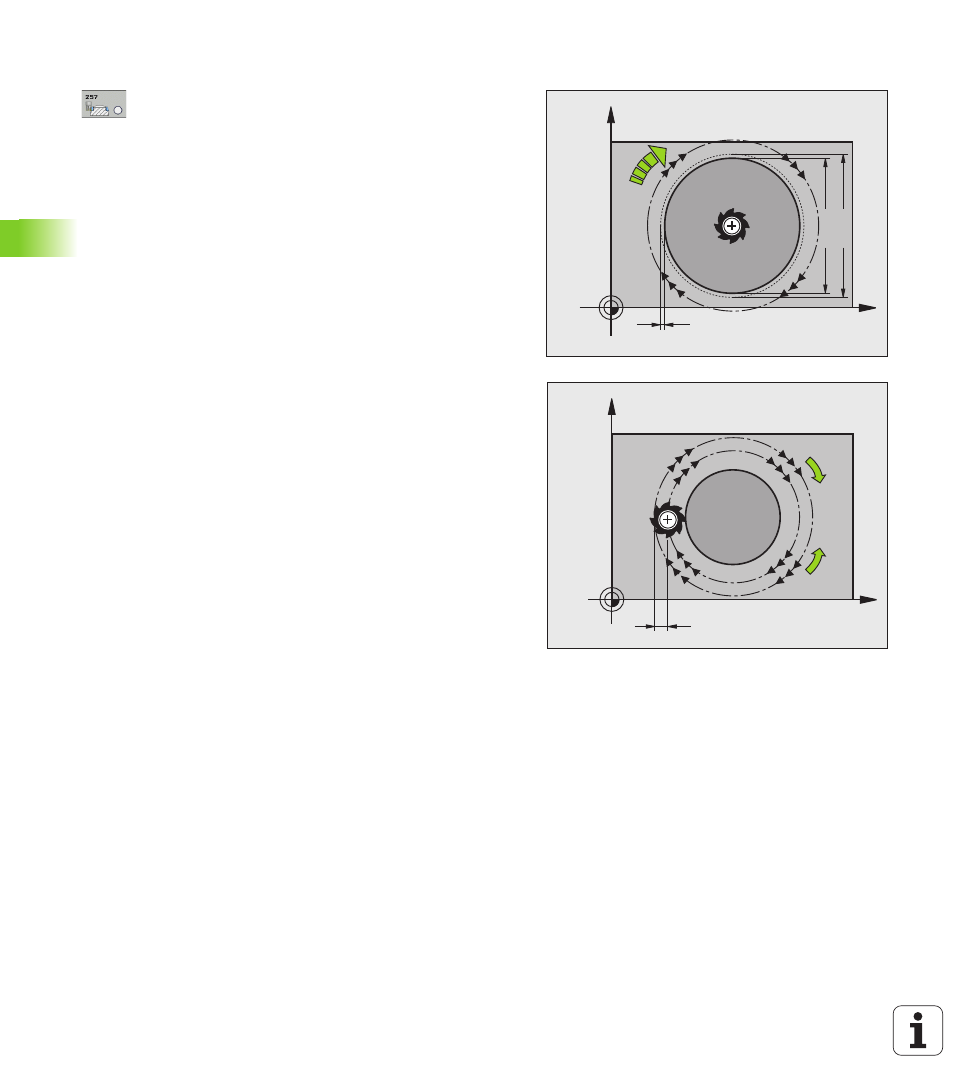
5.7 ISLA CIR
C
ULAR (ciclo 257
, DIN/ISO: G257)
Parámetros de ciclo
U
Diámetro de la pieza acabada
Q223: diámetro de la
isla mecanizada. Campo de introducción 0 hasta
99999,9999
U
Diámetro de la pieza en bruto
Q222: diámetro de la
pieza en bruto. Introducir el diámetro de la pieza en
bruto mayor que el diámetro de la pieza acabada. El
TNC ejecuta varias aproximaciones laterales, si la
diferencia entre el diámetro de la pieza en bruto y el
de la pieza acabada es mayor a la aproximación lateral
permitida (radio de herramienta x solapamiento de la
trayectoria Q370). El TNC siempre calcula una
aproximación lateral constante. Campo de
introducción 0 a 99999,9999
U
Sobremedida del acabado lateral
Q368 (valor
incremental): Sobremedida de acabado en el plano
de mecanizado. Campo de introducción 0 hasta
99999,9999
U
Avance fresado
Q207: Velocidad de desplazamiento
de la hta. durante el fresado en mm/min. Campo de
introducción 0 a 99999,999 alternativo FAUTO, FU, FZ
U
Tipo de fresado
Q351: Tipo de fresado con M3:
+1 = Fresado sincronizado
–1 = Fresado a contramarcha
X
Y
Q223
Q207
Q222
Q368
X
Y
k
Q351= +1
Q351= 1