19 punzonado axial (ciclo 871), Aplicación, Realización del ciclo desbaste – HEIDENHAIN TNC 640 (34059x-01) Cycle programming Manual del usuario
Página 338: Punzonado axial (ciclo 871)
338
Ciclos: Tornear
13.1
9 PUNZONADO AXIAL (ciclo
871)
13.19 PUNZONADO AXIAL
(ciclo 871)
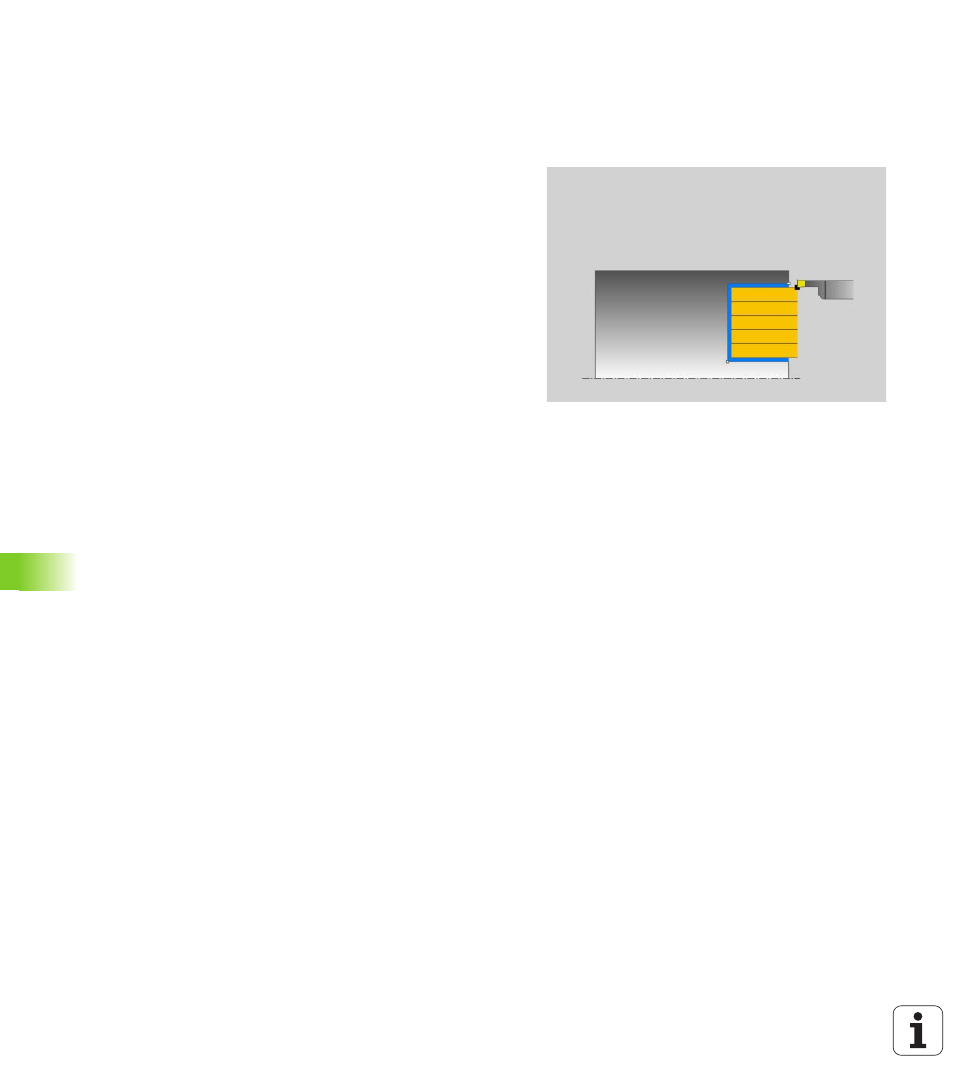
Aplicación
Con este ciclo se pueden punzonar axialmente ranuras rectangulares
(punzonado plano).
El ciclo se puede utilizar para el mecanizado de desbaste, de acabado
o completo. El mecanizado de desbaste se realiza paralelo al eje.
Realización del ciclo desbaste
Como punto inicial de ciclo, el TNC utiliza la posición de herramienta
en la llamada del ciclo. El ciclo mecaniza sólo la zona desde el punto
inicial de ciclo hasta el punto final definido en el ciclo.
1
El TNC realiza un movimiento de aproximación paralelo al eje en
marcha rápida (aproximación lateral = 0,8 anchura de cuchilla).
2
El TNC mecaniza la zona entre la posición inicial y el punto final en
dirección radial con el avance definido Q478.
3
El TNC posiciona la herramienta al principio de corte en marcha
rápida.
4
El TNC repite este proceso (1 a 3) hasta que se ha alcanzado la
anchura de ranura.
5
El TNC posiciona la herramienta al punto inicial del ciclo en marcha
rápida.