Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-01) Cycle programming Manual del usuario
Página 317
HEIDENHAIN TNC 640
317
13.13 T
O
RNEAR PR
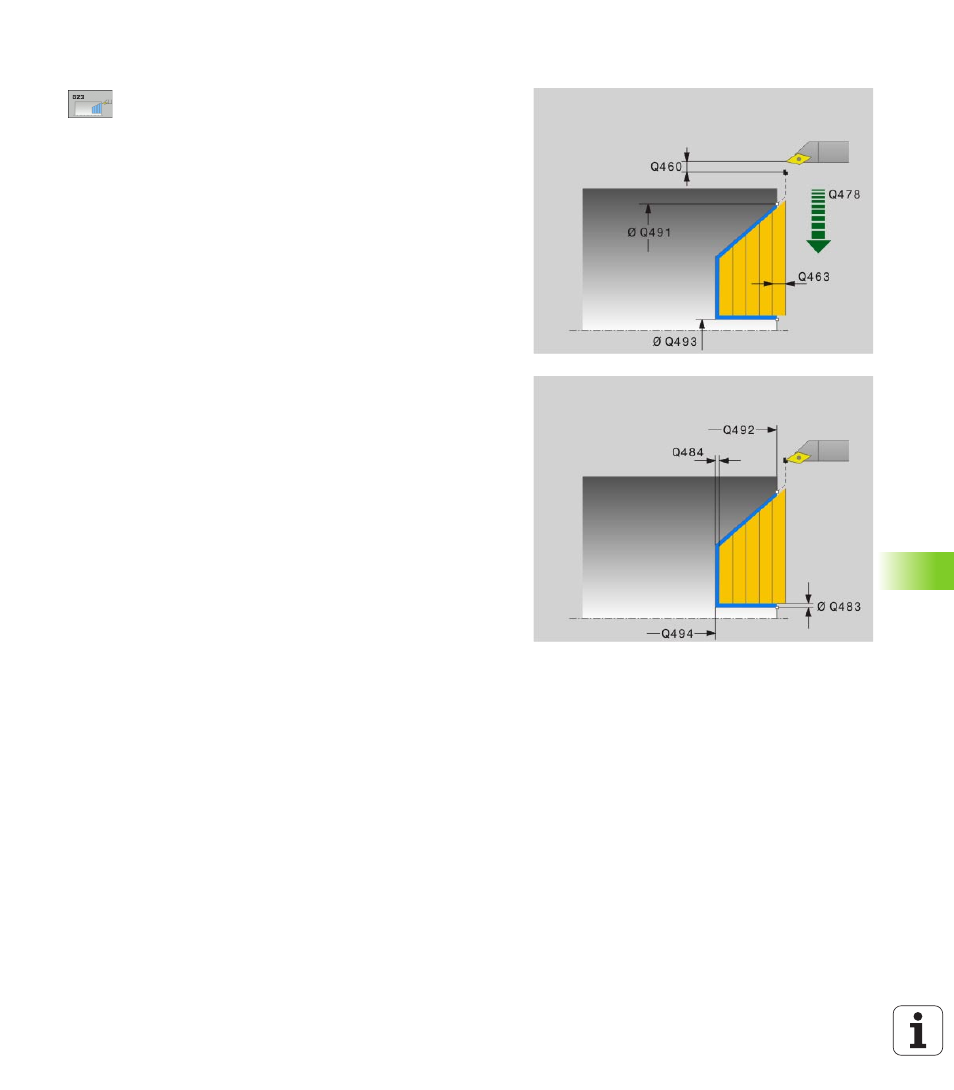
OFUNDIZAR PLANO (ciclo 823)
Parámetros de ciclo
U
Perímetro de mecanizado
Q215: determinar
perímetro de mecanizado:
0: Desbaste y Acabado
1: Sólo Desbaste
2: Sólo acabado a cota de acabado
3: Sólo acabado a sobremedida
U
Distancia de seguridad
Q460 (valor incremental):
Distancia para movimiento de retirada y
preposicionamiento
U
Diámetro inicio de contorno
Q491: Coordenada X
del punto inicial para el recorrido de profundización
(valor de diámetro)
U
Inicio de contorno Z
Q492: Coordenada Z del punto
inicial para el recorrido de profundización
U
Diámetro final de contorno
Q493: Coordenada X del
punto final de contorno (valor de diámetro)
U
Final de contorno Z
Q494: Coordenada Z del punto
final de contorno
U
Ángulo flanco
Q495: Ángulo del flanco profundizando
El ángulo de referencia es paralelo al eje de giro.
U
Profundidad de corte máx.
Q463: Aproximación máx.
en dirección radial. La aproximación se distrinuye
uniformemente para evitar cortes deslizantes.
U
Avance de desbaste:
Q478: Velocidad de avance
durante el desbaste. Si se ha programado M136, el
TNC interpreta el avance en milímetros por
revolución, sin M136 en milímetros por minuto.