Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-01) Cycle programming Manual del usuario
Página 160
160
Ciclos de mecanizado: Definiciones de modelo
6.2 FIGURA DE PUNT
OS SOBRE UN
CÍR
C
UL
O (ciclo 220, DIN/ISO: G220)
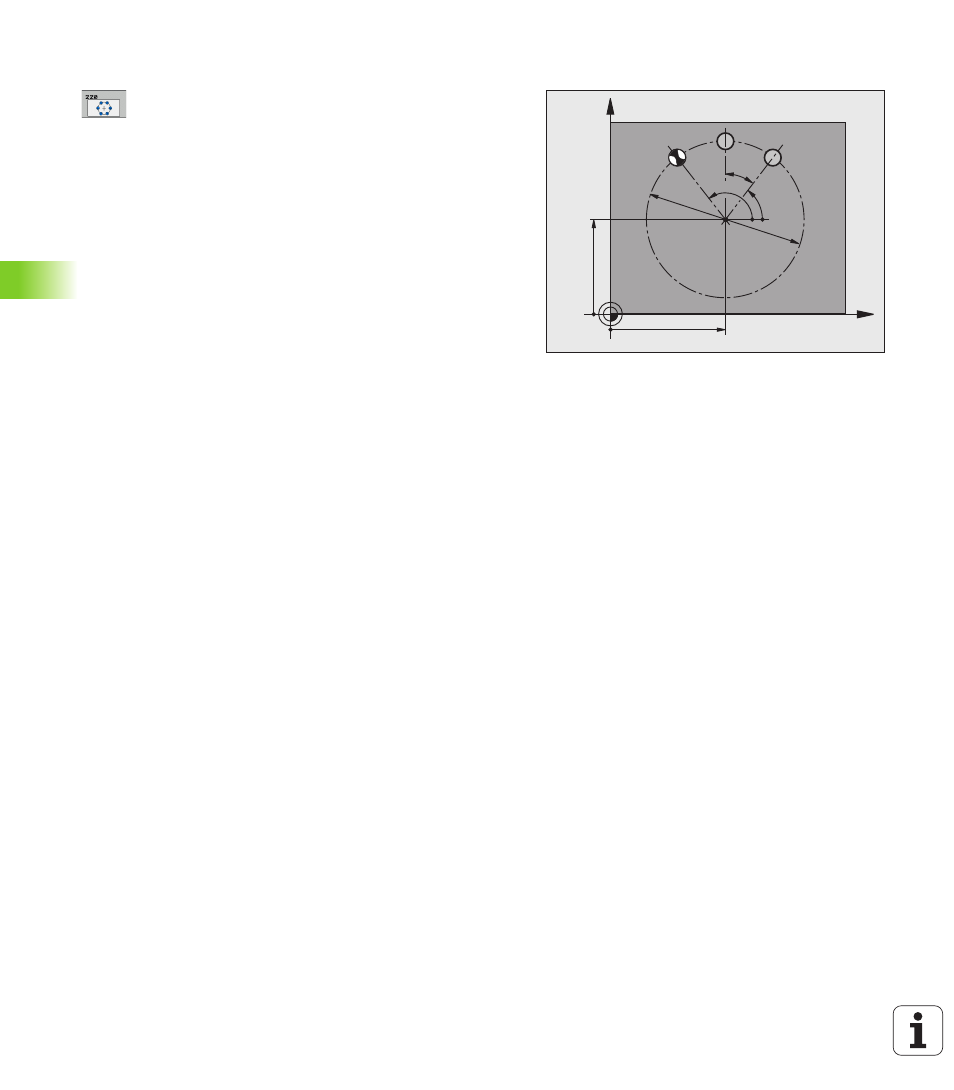
Parámetros de ciclo
U
Centro 1er eje
Q216 (valor absoluto): Centro del
círculo técnico en el eje principal del plano de
mecanizado. Campo de entrada -99999,9999 hasta
99999,9999
U
Centro 2º eje
Q217 (valor absoluto): Centro del
círculo técnico en el eje transversal del plano de
mecanizado. Campo de entrada -99999,9999 hasta
99999,9999
U
Diámetro del arco de círculo
Q244: Introducir el
diámetro del arco de círculo. Campo de introducción
0 a 99999,9999
U
Ángulo inicial
Q245 (valor absoluto): ángulo entre el
eje principal del plano de mecanizado y el punto inicial
del primer mecanizado sobre el círculo técnico.
Campo de introducción -360.000 hasta 360.000
U
Ángulo final
Q246 (valor absoluto): ángulo entre el
eje principal del plano de mecanizado y el punto inicial
del último mecanizado sobre el círculo técnico (no
sirve para círculos completos); introducir el ángulo
final diferente al ángulo inicial; si el ángulo final es
mayor al ángulo inicial, la dirección del mecanizado es
en sentido antihorario, de lo contrario el mecanizado
es en sentido horario. Campo de introducción
-360.000 hasta 360.000
U
Incremento angular
Q247 (valor incremental): Ángulo
entre dos puntos a mecanizar sobre el cálculo teórico;
cuando el incremento angular es igual a cero, el TNC
calcula el incremento angular en relación al Ángulo
inicial, Ángulo final y número de mecanizados; si se ha
programado un incremento angular incremento
angular, el TNC no tiene en cuenta el Ángulo final; el
signo del incremento angular determina la dirección
del mecanizado (- = sentido horario) Campo de
introducción -360,000 a 360,000
U
Número de mecanizados
Q241: Número de
mecanizados sobre el círculo técnico. Campo de
introducción 1 a 99999
X
Y
Q217
Q216
Q247
Q245
Q244 Q246
N = Q241