Tener en cuenta durante la programación, Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-01) Cycle programming Manual del usuario
Página 403
HEIDENHAIN TNC 640
403
16.2 PUNT
O DE REFERENCIA CENTR
O
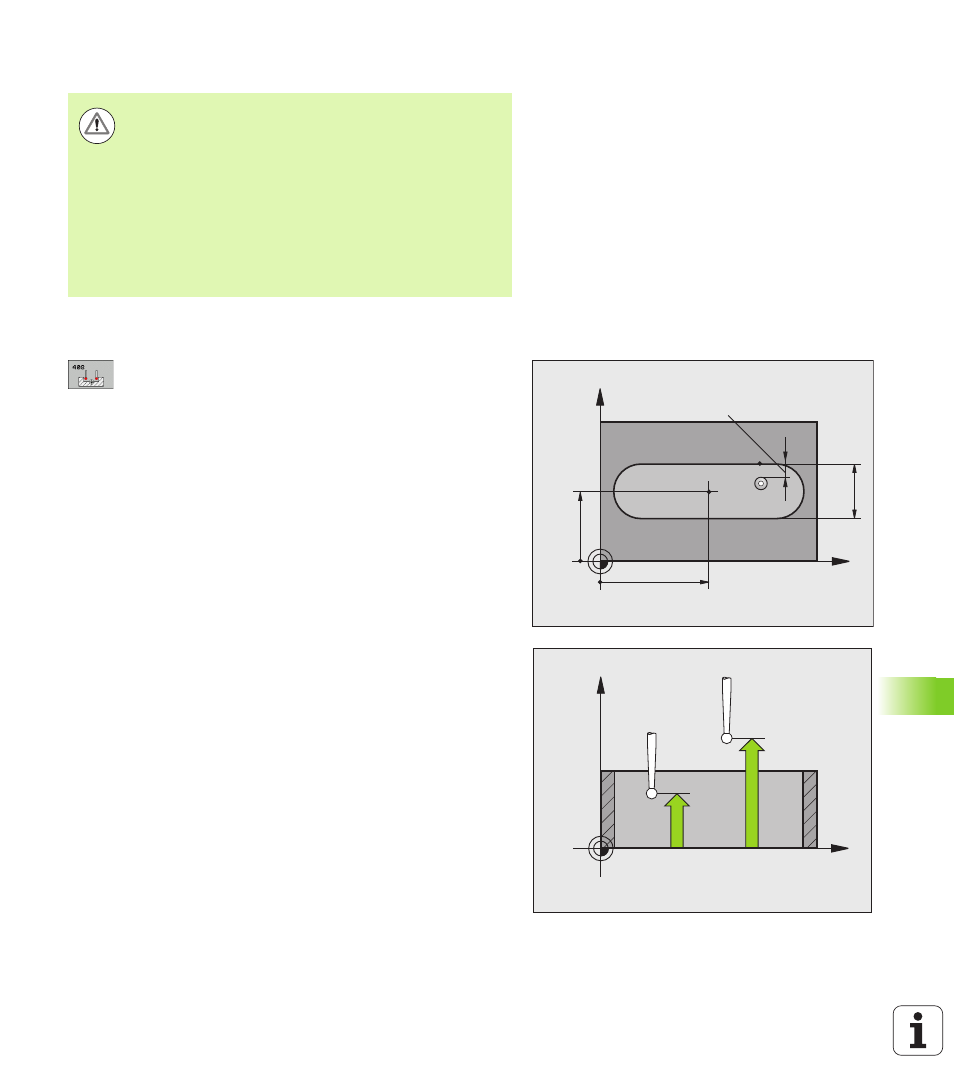
RANURA (ciclo 408, DIN/ISO: G408)
¡Tener en cuenta durante la programación!
Parámetros de ciclo
U
Centro 1er eje
Q321 (valor absoluto): Centro de la
ranura en el eje principal del plano de mecanizado.
Campo de entrada -99999,9999 hasta 99999,9999
U
Centro 2º eje
Q322 (absoluto): Centro de la ranura en
el eje auxiliar del plano de mecanizado. Campo de
entrada -99999,9999 hasta 99999,9999
U
Anchura de la ranura
Q311 (valor incremental):
Anchura de la ranura independiente de la posición en
el plano de mecanizado. Campo de introducción 0 a
99999,9999
U
Eje de medición (1=1er eje/2=2º eje)
Q272: Eje en
el que debe realizarse la medición:
1:Eje principal = eje de medida
2: Eje auxiliar = eje de medida
U
Altura de la medición en el eje del palpador
Q261
(valor absoluto): Coordenada del centro de la bola
(=punto de contacto) en el eje de palpación, desde la
cual se quiere realizar la medición. Campo de entrada
-99999,9999 hasta 99999,9999
U
Distancia de seguridad
Q320 (valor incremental):
Distancia adicional entre el punto de medición y la
bola del palpador. Q320 se suma a SET_UP (tabla del
sistema de palpación). Campo de introducción 0 hasta
99999,9999
U
Altura de seguridad
Q260 (valor absoluto):
Coordenada en el eje del palpador, en la cual no se
puede producir ninguna colisión entre el palpador y la
pieza. Campo de entrada -99999,9999 hasta
99999,9999
¡Atención: Peligro de colisión!
Para evitar que el palpador colisione con la pieza, deberá
indicarse la anchura de la ranura menor a lo estimado.
Si la anchura de la ranura y la distancia de seguridad no
permiten un preposicionamiento cerca del punto de
palpación, el TNC palpa siempre partiendo del centro de la
ranura. El palpador no se desplaza entre los dos puntos de
medición a la altura de seguridad.
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.
X
Y
Q322
Q321
Q31
1
SET_UP(TCHPROBE.TP)
+
Q320
X
Z
Q261
Q260