HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 314
6 TURN PLUS
302
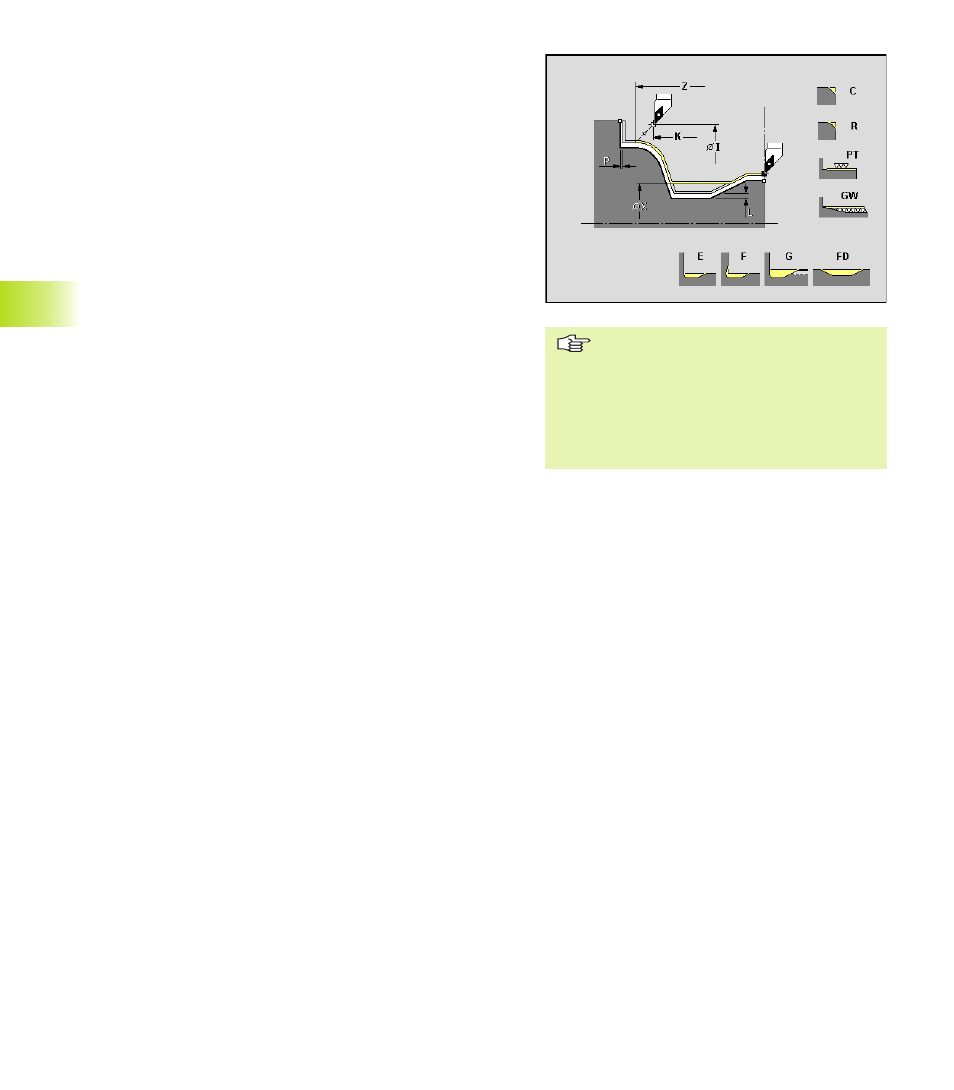
Acabar – mecanización de contornos (G890)
La zona del contorno seleccionada se mecaniza paralela al contorno
en una sola pasada de acabado teniendose en cuenta los biseles,
redondeos y entalladuras.
En los biseles/redondeos se tiene:
■
No se programa el atributo ”profundidad de rugosidad/avance”:
el CNC PILOT realiza una reducción de avance automática. Se
ejecutan al menos giros „FMUR“ (parámetro de mecanizado 5).
■
Se programa el atributo ”profundidad de rugosidad/avance”: sin
reducción del avance
■
En chaflanes/redondeos, que debido al tamaño se procesen al
menos con giros „FMUR“ (parámetro de mecanizado 5) no se
produce ninguna reducción del avance.
Parámetros
X, Z:
Limitación del corte
Tipo de sobremedida ajustar: mediante softkey
L, P:
Sobremedida longitudinal/plana diferente – genera
„Sobremedida G57“ antes del ciclo
L:
Sobremedida constante – genera „Sobremedida G58“
antes del ciclo
Profundizar: procesar contornos descendentes
■
Sí
■
No
E:
avance de profundidad reducido en contornos
descendentes
Desplazar:
■
Sí: „Tipo de arranque Q“ ajustar mediante softkey
■
No (Q=3): La herramienta se encuetra cerca del punto
inicial
Q:
Tipo de arranque – ajustar mediante softkey
Desplazamiento libre:
■
Sí: „Tipo de desplazamiento libre H“ ajustar mediante
softkey
■
No (H=4): la herramienta se para en la coordenada final
H:
Tipo de desplazamiento libre – ajustar mediante softkey
I, K:
Posición de desplazamiento libre con H=0, 1 o 2
Mecanizado del elemento de forma ...: ajustar el elemento de forma
que se va a mecanizar chaflanes, etc. mediante softkey
El CNC PILOT determina el valor
propuesto de la „Posición en marcha libre
I,K“ dependiendo de si se programa
„Ciclo – Arrancar“:
■
programado: Posición a partir del „Ciclo
– Arrancar“
■
no programado: posición del punto de
cambio de la herramienta
6.12 Gener
ación int
er
activ
a del plan de tr
abajo (IA
G
)