6 órdenes de mecanizado – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 124
4 DIN PLUS
112
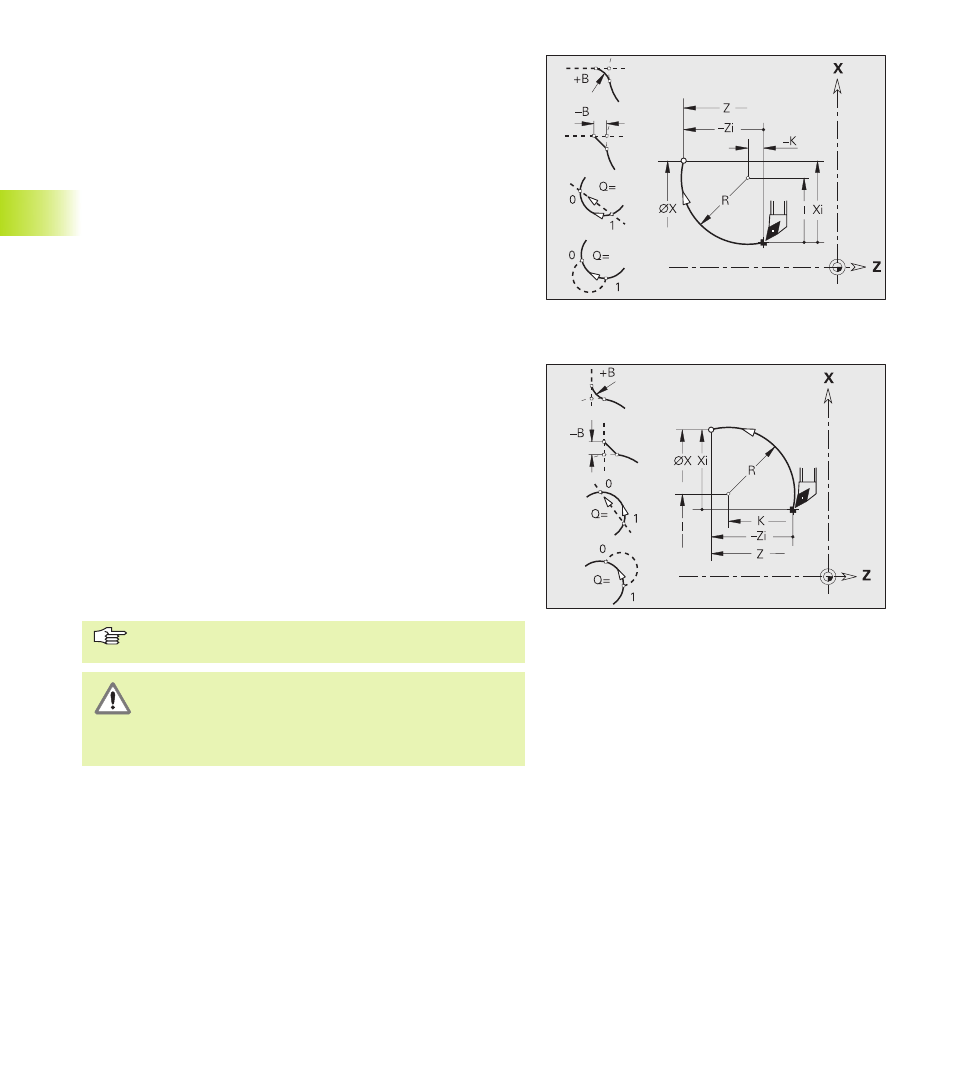
Movimiento circular G13
Movimiento circular
G2, G3 – acotación incremental del punto central
G12, G13 – acotación absoluta del punto central
La herramienta se desplaza de forma circular con un avance al
”punto final”.
Sentido de giro: ver cuadro de ayuda.
Parámetros
X, Z: Diámetro, longitud punto final (medida del diámetro X)
R:
Radio (0 < R <= 200 000 mm)
Q:
Selección del punto de corte – por defecto: Q=0. punto final,
cuando el arco circular corta una recta o un arco circular.
■
Q=0: punto de corte alejado
■
Q=1: punto de corte cercano
B:
Chaflán/redondeo – paso al siguiente elemento del contorno.
Programar el punto final teórico, al introducir un chaflán/
redondeo.
■
B sin introducción: paso tangencial
■
B=0: paso no tangencial
■
B>0: radio del redondeo
■
B<0: ancho del chaflán
E:
Factor de avance especial para chaflán/redondeo
(0 < E <= 1) – por defecto: 1
(avance especial = avance activo * E)
G2, G3 – Punto central incremental:
I, K:
Punto central (distancia punto inicial – punto central; I medida
de radio)
G12, G13 – Punto central absoluto:
I, K:
Punto central (I medida de radio)
Con eje Y: véase modo de empleo ”CNC PILOT 4290 con eje Y”
Programación X, Z: en cotas absolutas, incrementales,
autoretención o ”?”
¡ Atención peligro de colisión !
Cuando los parámetros de dirección se calculan con ”va-
riable V”, sólo se realiza una única comprobación
limitada. Rogamos se aseguren de que los valores de las
variables den como resultado un arco de círculo.
Movimiento circular G2
4.6 Órdenes de mecanizado