7 ciclos de rotación – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 139
CNC PILOT 4290 de HEIDENHAIN
127
4.7 Ciclos de rotación
D
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9
0
•
•
•
•
•
•
1
•
•
•
–
–
–
2
•
•
–
•
•
•
3
•
•
–
–
–
–
4
•
•
–
•
•
–
„•“: omitir elementos
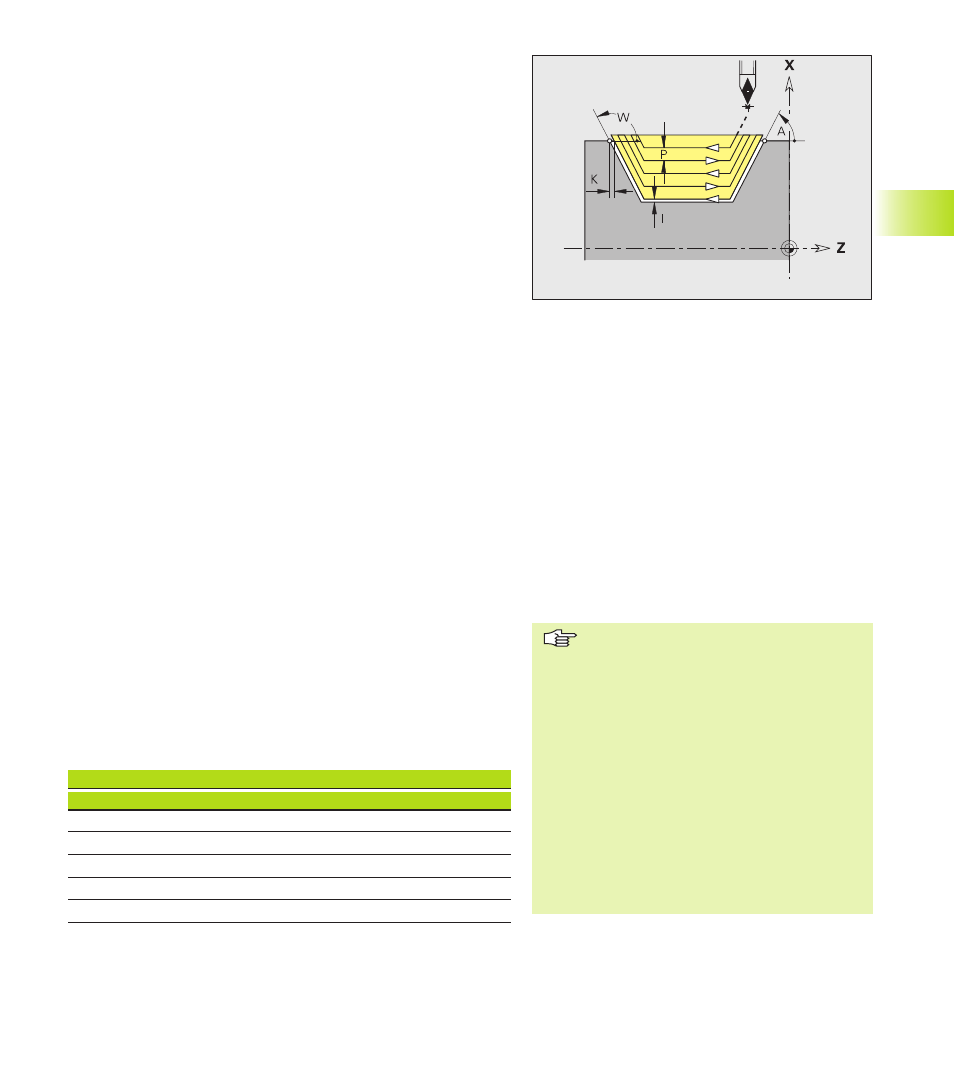
Paralelo al contorno con hta. neutra G835
G835 mecanica (desbasta) de forma paralela al contorno el margen
descrito mediante ”NS, NE”. El CNC PILOT reconoce en base a la
definición de la herramienta si se trata de un mecanizado interior o
exterior.
Si es preciso se divide la superficie a desbastar en varios márgenes
(por ejemplo en canales del contorno).
La forma más sencilla de programación consiste en indicar NS, NE y
P.
Parámetros
NS:
Número de frase inicial (principio de la sección del contorno)
NE:
Número de frase final (final de la sección del contorno)
P:
Máximo paso de aproximación
I:
Sobremedida en dirección X (medida del diámetro) - por
defecto: 0
K:
Sobremedida en dirección Z - por defecto: 0
X:
Límite de corte en dirección X (medida de diámetro) – por
defecto: sin límite de corte
Z:
Límite de corte en dirección Z – por defecto: sin límite de
corte
A:
Angulo de entrada (referencia: eje Z) - por defecto: 0°/180°
(paralelo al eje Z)
W:
Angulo de salida (ref.: eje Z) – por defecto: 90°/270°
(perpendicular al eje Z)
Q:
Tipo de desplazamiento libre al final del ciclo – por defecto: 0
■
Q=0: regreso al punto de partida (primero en la dirección X,
después en la dirección Z)
■
Q=1: se posiciona delante del contorno acabado
■
Q=2: se eleva a la distancia de seguridad y se detiene
V:
Identificación Principio/Final– por defecto: 0
Se mecaniza un chaflán/redondeo:
■
V=0: al principio y al final
■
V=1: al principio
■
V=2: al final
■
V=3: sin mecanizado
■
V=4: se mecaniza chaflán/redondeo – no el elemento base
(condición: corte del contorno con un elemento)
D:
Omitir elementos (influye en el mecanizado de tallados y giros
libres: véase la tabla) - por defecto: 0
Desarrollo del ciclo
1 se calcula el margen de desbaste y la subdivisión
de corte (aproximación)
2 se aproxima desde el punto de arranque para
realizar el primer corte teniendo en cuenta la
distancia de seguridad
3 se realiza el corte de desbaste
4 se aproxima para el siguiente corte y realiza un
corte de desbaste en dirección opuesta
5 se repite 3...4 hasta que se ha desbastado el
margen
6 si es necesario se repite 2...5, hasta que se han
mecanizado todos los márgenes de desbaste
7 se retira tal como se ha programado en ”Q”
Límite de corte: La posición de la
herramienta antes de la llamada al ciclo
es determinante para la ejecución de un
límite de corte. El CNC PILOT arranca
viruta sobre el lado del límite de corte en
el que está la herramienta antes de la
llamada al ciclo.
Corrección del radio de la cuchilla: se
realiza
Sobremedida G57: „amplía“ el contorno
(también contornos interiores)
Sobremedida G58:
■
>0: „aumenta“ el contorno
■
<0: no se calcula
Las sobremedidas G57-/G58 se borran
tras el final del ciclo