7 ciclos de rotación – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 142
4 DIN PLUS
130
4.7 Ciclos de rotación
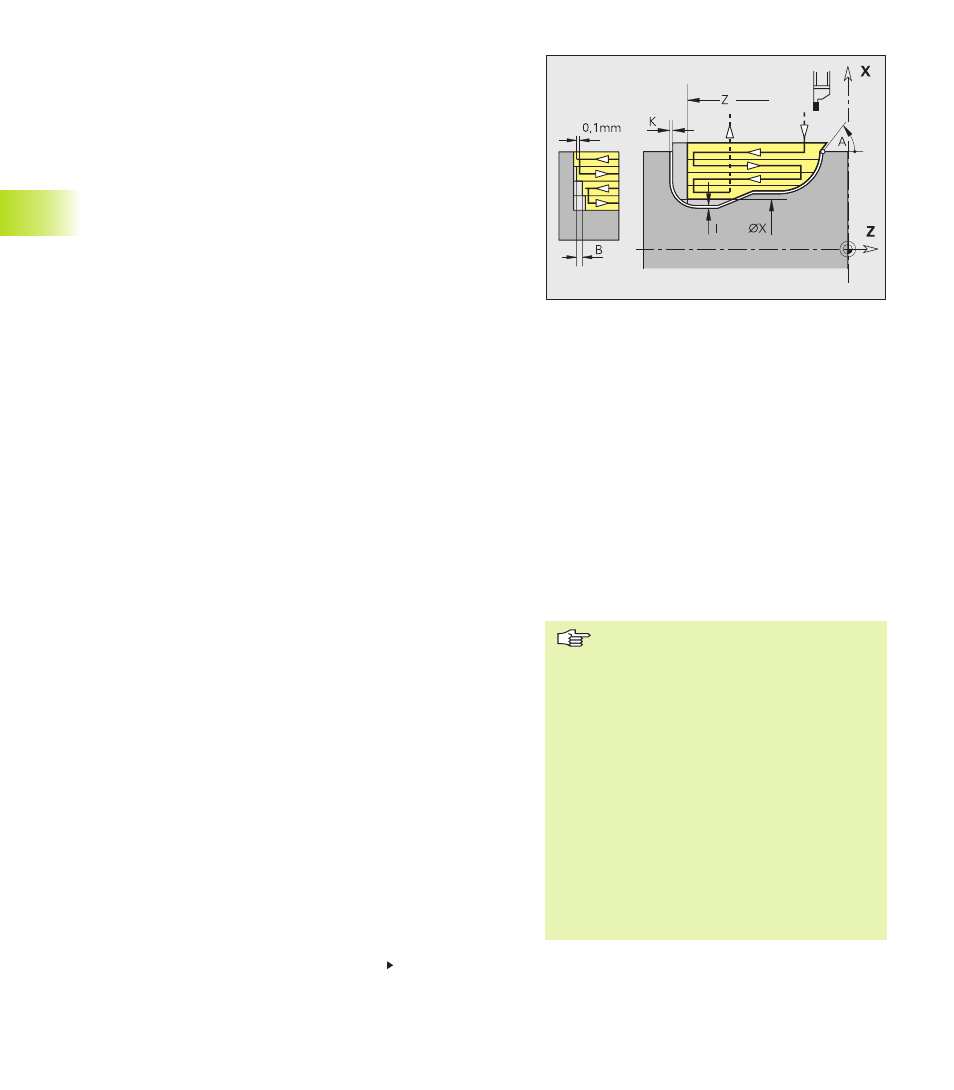
Torneado profundo G869
G869 desbaste axial o radial del margen del contorno descrito
mediante ”NS, NE”. Alternando profundización y desbaste se realiza
el mecanizado con el mínimo movimiento de elevación y
aproximación.
El contorno a mecanizar puede tener varios canales. Si es preciso
se divide la superficie a desbastar en varios márgenes.
El CNC PILOT reconoce en base a la definición de la herramienta si
se trata de una profundización radial o axial.
Con ”NS – NE” se determina la dirección del mecanizado. Si el
contorno que se va a mecanizar se compone de un elemento, es
válido:
■
programando con NS incluido: mecanizado en dirección de
definición del contorno
■
programado con NS y NE: mecanizado en dirección contraria a
la definición del contorno
Dependiendo del material, de la velocidad del avance etc. la cuchilla
”bascula” en el torneado. El error de aproximación que se produce
se corrige con ”corrección de profundidad de torneado R”. El valor
se determina por lo general de forma empírica
A partir de la segunda aproximación en la transición del torneado a
la profundización se reduce la trayectoria a desbastar según la
”anchura de desfase B”. En cada paso siguiente en este flanco tiene
lugar la reducción en „B“ – añadido al desplazamiento anterior. La
suma del ”desfase” se limita al 80% de la anchura efectiva de la
cuchilla (anchura efectiva de la cuchilla = 2*radio de la cuchilla). Si es
preciso el CNC PILOT reduce la anchura de desfase programada. El
material restante se mecaniza al final del pretronzado con una
elevación del punzón.
Mecanizado de giro unidireccional (U=1): el mecanizado de
desbaste tiene lugar en la dirección de mecanizado „NS – NE“.
La forma más sencilla de programación consiste en indicar NS, o
NS y NE y P.
Parámetros
NS:
Inicio--número de frase (principio del corte del contorno – o
referencia en tronzado geo G22-/G23)
NE:
Número de frase final (final de la sección del contorno) - se
suprime cuando el contorno está definido con G22/G23
P:
Máximo paso de aproximación
R:
Corrección de profundidad de torneado para el acabado - por
defecto: 0
I:
Sobremedida en dirección X (medida del diámetro) - por
defecto: 0
K:
Sobremedida en dirección Z - por defecto: 0
X:
Límite de corte (medida de diámetro) – por defecto: sin límite
de corte
Z:
Límite de corte – por defecto: sin límite de corte
Continuación en la página siguiente
Desarrollo del ciclo (cuando Q=0 ó 1)
1 se calcula el margen de desbaste y la subdivisión
de corte
2 se aproxima desde el punto de arranque para
realizar el primer corte - teniendo en cuenta la
distancia de seguridad (profundización radial:
primero en dirección Z, después en dirección X;
profundización axial: primero en dirección X,
después en dirección Z)
3 profundización
4 mecanizado perpendicular a la dirección de
profundización (torneado)
5 se repite 3...4 hasta que se ha desbastado el
margen
6 si es necesario se repite 2...5, hasta que se han
mecanizado todos los márgenes de desbaste
7 cuando Q=0: se realiza el acabado del contorno
G869 supone herramientas del tipo 26*.
Límite de corte: La posición de la
herramienta antes de la llamada al ciclo es
determinante para la ejecución de un
límite de corte. El CNC PILOT arranca
viruta sobre el lado del límite de corte en
el que está la herramienta antes de la
llamada al ciclo.
Corrección del radio de la cuchilla: se
realiza
Sobremedida G57: „aumenta“ el
contorno (también contornos interiores)
Sobremedida G58:
■
>0: „aumenta“ el contorno
■
<0: no se calcula
Sobremedidas G57-/G58 se borran tras el
final del ciclo