9 ciclos de taladrado – HEIDENHAIN CNC Pilot 4290 Manual del usuario
Página 157
CNC PILOT 4290 de HEIDENHAIN
145
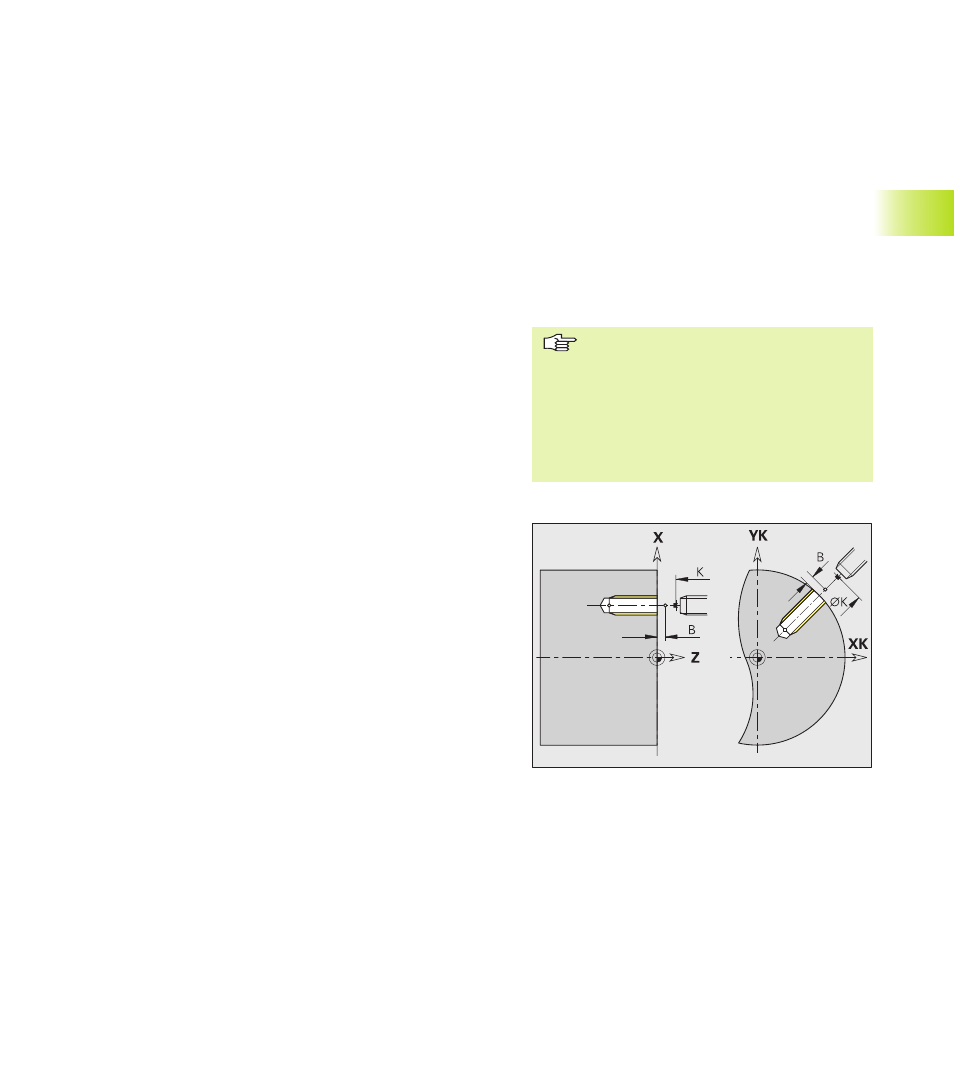
Roscado con macho G73
G73 corta roscas axiales/radiales con herramientas fijas o
accionadas.
G73 se emplea para taladros con descripción del contorno (taladro
individual o modelo de taladros) de las secciones del programa:
■
FRENTE
■
PARTE POSTERIOR
■
SUPERFICIE ENVOLVENTE
El „Punto inicial“ se determina a partir de la distancia de seguridad
y la "longitud de recorrido B“.
Significado „Longitud ascendente J“: Este parámetro se emplea
en pinzas portapieza con compensación longitudinal El ciclo calcual
en la base de la profundidad de rosca el paso programado y en la
„Longitud ascendente“ un nuevo paso nominal. El paso nominal es
un poco más pequeño que el paso del taladro de rosca. En el ajuste
de la rosca se extrae el taladro alrededor de la „Longitud de
extracción“ a partir del mandril de sujeción. Con este
procedimiento se alcanzan mejores tiempos de espera en
taladrados de rosca.
Parámetros
NS:
Número de frase del contorno del taladro (G49-, G300- o
G310-Geo)
B:
Longitud de recorrido inicial – por defecto: ”longitud de
recorrido inicial de la rosca [GAL]” indicado en el parámetro
de mecanizado 7
S:
Revoluciones de retroceso – por defecto: Revoluciones del
roscado
K:
Plano de retroceso (taladros radiales, taladros en plano YZ:
medida del diámetro) – por defecto: para la posición inicial o a
la distancia de seguridad
J:
Longitud de extracción al emplear pinzas portapieza con
compensación de longitud – por defecto: 0
4.9 Ciclos de taladrado
Desarrollo del ciclo
1 dependiendo de ”K” se desplaza en marcha
rápida al ”punto de arranque”:
■
Si no está programado K: alcanza la distancia de
seguridad
■
Si está programado K: se desplaza a la posición
”K” y a continuación a la distancia de seguridad
2 se desplaza con avance la ”longitud de recorrido
inicial” (sincronización del cabezal y el
accionamiento del avance)
3 realiza el roscado
4 retrocede con el ”nº de revoluciones de
retroceso” dependiendo de ”K”:
■
Si no se programa K: al ”punto de arranque”
■
Si se programa K: a la posición ”K”
■
Modelo de taladro: „NS” muestra el
taladro en el contorno (no en la definición
de modelo).
■
„Parada de ciclo“ se encuentra
activada al final de un corte de rosca.
■
El override de avance no se encuentra
activo.
■
¡No emplear override del cabezal !