10 .1 0 p a rámetr os q pr edet er minados – HEIDENHAIN iTNC 530 (340 420) Manual del usuario
Página 440
Advertising
414
10 Programación: Parámetros Q
1
0
.1
0 P
a
rámetr
os Q pr
edet
er
minados
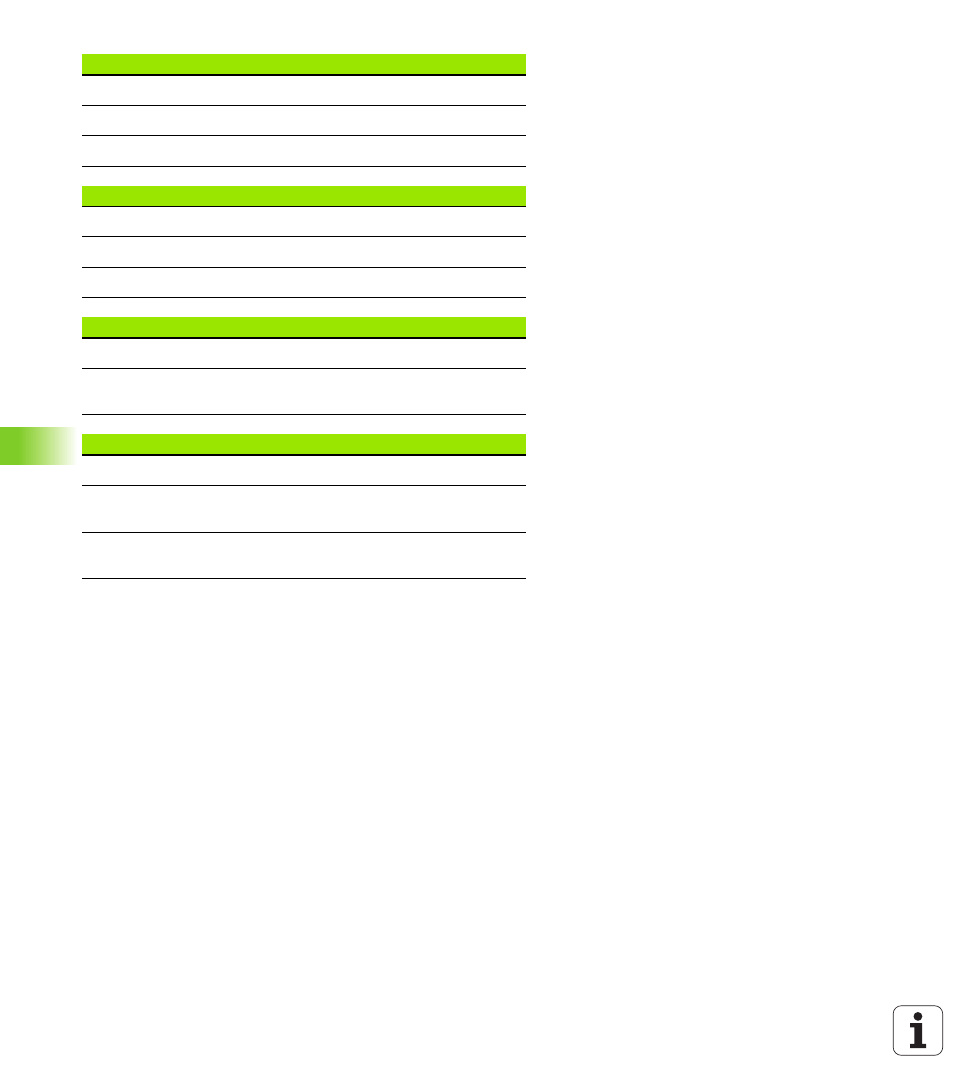
Estado de la pieza
Valor del parámetro
Bien
Q180
Precisa postmecanizado
Q181
Rechazada
Q182
Desviación medida con el ciclo 440
Valor del parámetro
Eje X
Q185
Eje Y
Q186
eje Z
Q187
Reservado para uso interno
Valor del parámetro
Marca para ciclos (figuras de mecanizado)
Q197
Número del último ciclo de medición
activo
Q198
Estado de la medición de htas. con TT
Valor del parámetro
Herramienta dentro de la tolerancia
Q199 = 0,0
Herramienta desgastada (LTOL/RTOL
sobrepasado)
Q199 = 1,0
Herramienta rota (LBREAK/RBREAK
sobrepasado)
Q199 = 2,0
Advertising
Ver también otros documentos de la categoría Equipo HEIDENHAIN:
- TNC 122 User Manual (Páginas: 62)
- ND 286 (Páginas: 10)
- ND 282 B (Páginas: 39)
- ND 282 (Páginas: 10)
- NPD 281 (Páginas: 44)
- ND 281 B (Páginas: 65)
- ND 261 (Páginas: 10)
- ND 231 B (Páginas: 56)
- ND 221 (Páginas: 8)
- ND 221 B (Páginas: 45)
- ND 220 (Páginas: 6)
- NDP 560 (Páginas: 10)
- ND 523 (Páginas: 95)
- ND 530 (Páginas: 8)
- ND 750 v.1 (Páginas: 40)
- ND 750 v.2 (Páginas: 46)
- ND 760 v.2 (Páginas: 72)
- ND 760 v.1 (Páginas: 54)
- ND 770 v.2 (Páginas: 41)
- ND 770 v.1 (Páginas: 40)
- ND 780 (Páginas: 123)
- NDP 960 (Páginas: 68)
- ND 970 (Páginas: 47)
- ND 1200 (Páginas: 145)
- ND 1200R (Páginas: 96)
- ND 2100G (Páginas: 283)
- PT 855 for Milling (Páginas: 114)
- PT 855 for Turning (Páginas: 85)
- PT 880 (Páginas: 163)
- MSE 1000 (Páginas: 173)
- SW 68894x-01 DIN Programming (Páginas: 617)
- SW 54843x-01 (Páginas: 617)
- SW 68894x-03 DIN Programming (Páginas: 634)
- SW 68894x-01 (Páginas: 617)
- MANUALplus 4110 (Páginas: 550)
- MANUALplus 4110 Pilot (Páginas: 119)
- CNC Pilot 4290 V7.1 (Páginas: 733)
- CNC Pilot 4290 V7.1 Description of B and Y axes (Páginas: 119)
- CNC Pilot 4290 (Páginas: 480)
- CNC Pilot 4290 Pilot (Páginas: 94)
- CNC Pilot 4290 Description of the Y axis (Páginas: 64)
- TNC 310 (286 140) (Páginas: 250)
- TNC 310 (286 140) Pilot (Páginas: 60)
- TNC 128 (77184x-02) (Páginas: 491)
- TNC 128 (77184x-01) (Páginas: 507)