Cajera circular (ciclo 5) – HEIDENHAIN iTNC 530 (340 420) Manual del usuario
Página 301
HEIDENHAIN iTNC 530
275
8.4 Ciclos par
a
el fr
esado de cajer
a
s, islas y r
a
nur
as
CAJERA CIRCULAR (ciclo 5)
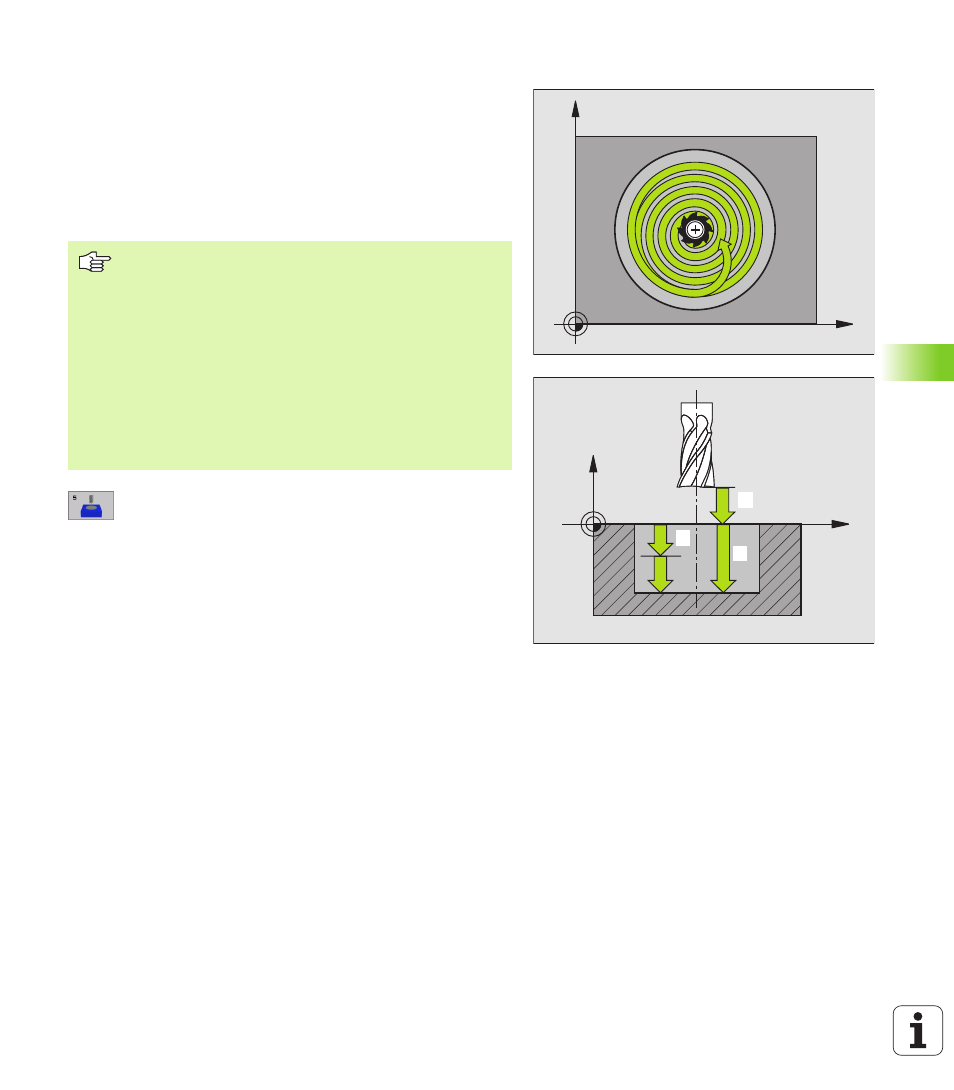
1
La hta. penetra en la pieza desde la posición inicial (centro de la
cajera) y se desplaza a la primera profundidad de paso
2
A continuación la hta. recorre la trayectoria en forma de espiral
representada en la figura de la derecha con el AVANCE F
programado; para la aproximación lateral k, véase “FRESADO DE
CAJERA (ciclo 4)” en pág. 269
3
Este proceso se repite, hasta que se alcanza la profundidad
4
Al final el TNC retira la hta. a la posición inicial
U
U
U
U
Distancia de seguridad
1
(valor incremental):
Distancia entre el extremo de la hta. (posición inicial)
y la superficie de la pieza
U
U
U
U
Profundidad de fresado
2
: Distancia entre la
superficie de la pieza y la base de la cajera
U
U
U
U
Profundidad de paso
3
(valor incremental): Medida,
según la cual la hta. penetra cada vez en la pieza El
TNC se desplaza en un sólo paso de mecanizado a la
profundidad total cuando:
n
El paso de profundización y la profundidad total son
iguales
n
El paso de profundización es mayor a la profundidad
total
X
Y
X
Z
11
12
13
Antes de la programación deberá tenerse en cuenta
Utilizar una fresa con dentado frontal cortante en el centro
(DIN 844) o pretaladrado en el centro de la cajera.
Posicionamiento previo sobre el centro de la cajera con
corrección de radio R0.
Programar la frase de posicionamiento sobre el punto de
partida en el eje de la hta. (distancia de seguridad sobre la
superficie de la pieza).
En el ciclo, el signo del parámetro Profundidad determina la
dirección del mecanizado. Si se programa la profundidad =
0, el TNC no ejecuta el ciclo.