Roscado a cuchilla (ciclo 18), 18 roscado a cuchilla – HEIDENHAIN iTNC 530 (340 420) Manual del usuario
Página 265
HEIDENHAIN iTNC 530
239
8.3 Ciclos par
a
taladr
ado
, r
o
scado y fr
esado de r
o
sca
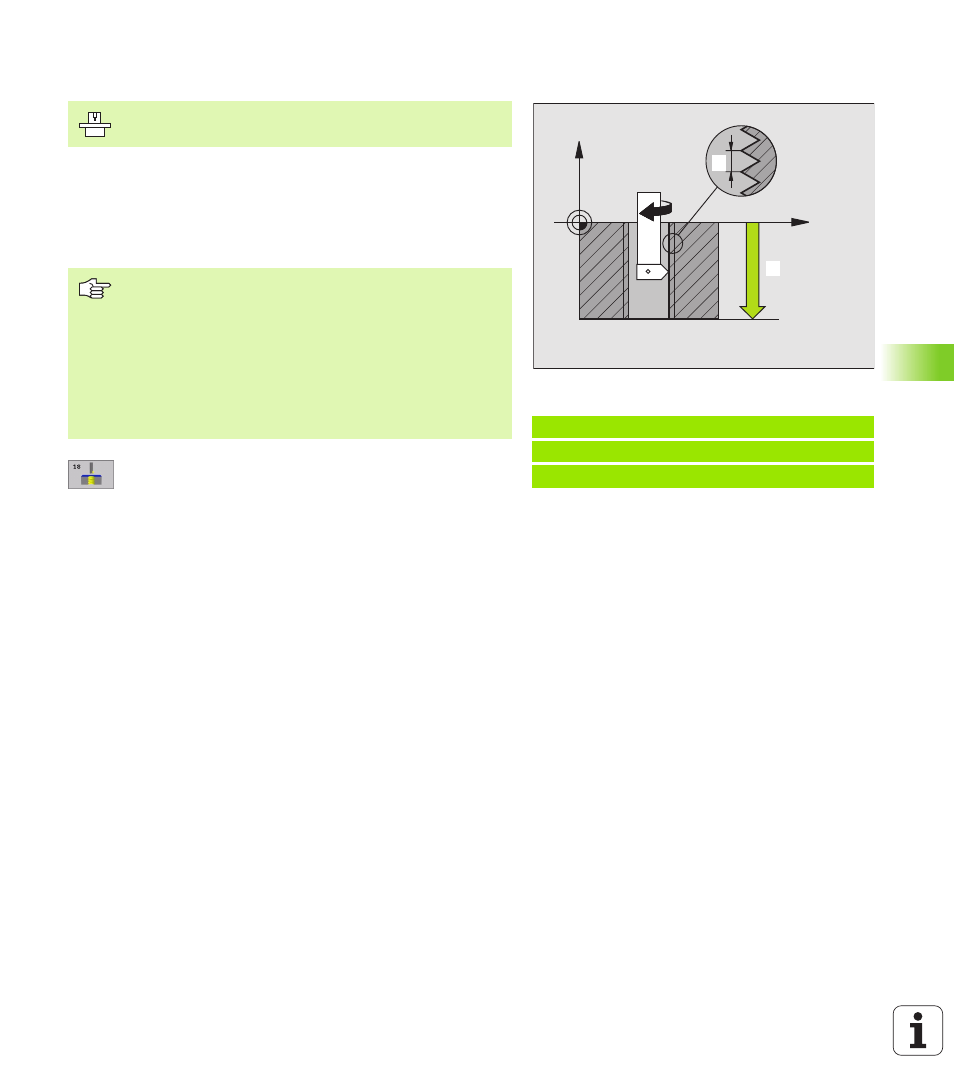
ROSCADO A CUCHILLA (ciclo 18)
El ciclo 18 ROSCADO A CUCHILLA desplaza la hta., con cabezal
controlado, desde la posición actual con las revoluciones activadas a la
profundidad programada. En la base del taladro tiene lugar una parada
del cabezal. Los movimientos de aproximación y salida deberán
progarmarse mejor por separado en un ciclo de constructor. Para ello
recibirá más información del constructor de su máquina.
U
U
U
U
Profundidad de roscado
1
: Distancia de la posición
actual de la herramienta al final de la rosca
El signo de la profundidad del taladro determina la
dirección del mecanizado ("-" corresponde a la
dirección negativa en el eje de la hta.)
U
U
U
U
Paso de rosca
2
:
Paso de la rosca. El signo determina si el roscado es
a derechas o a izquierdas:
+= roscado a derechas (M3 cuando la profundidad del
taladro es negativa)
- = roscado a izquierdas (M4 cuando la profundidad
del taladro es negativa)
Ejemplo: Frases NC
22 CYCL DEF 18.0 ROSCADO A CUCHILLA
23 CYCL DEF 18,1 PROFUNDIDAD -20
24 CYCL DEF 18.2 PASO ROSCA +1
X
Z
11
12
El constructor de la máquina prepara la máquina y el TNC.
Antes de la programación deberá tenerse en cuenta:
El TNC calcula el avance dependiendo del número de
revoluciones. Si se gira el potenciómetro de override para
las revoluciones durante el roscado, el TNC regula
automáticamente el avance.
El potenciómetro para el override del avance está inactivo.
El TNC conecta y desconecta automáticamente el cabezal.
No programar M3 o M4 antes de la llamada al ciclo.