5 mecanizado completo – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Manual del usuario
Página 33
CNC-PILOT 4290 de HEIDENHAIN
33
2.3.5 Mecanizado completo
2.3.5 Mecanizado completo
Como mecanizado completo se entiende el mecanizado de la parte
anterior y posterior en un programa NC. Hay programas expertos
disponibles para el reajuste de la pieza que respetan la
configuración del torno (véase en el modo de empleo ”
4.10.3
Mecanizado completo”).
Nociones básicas
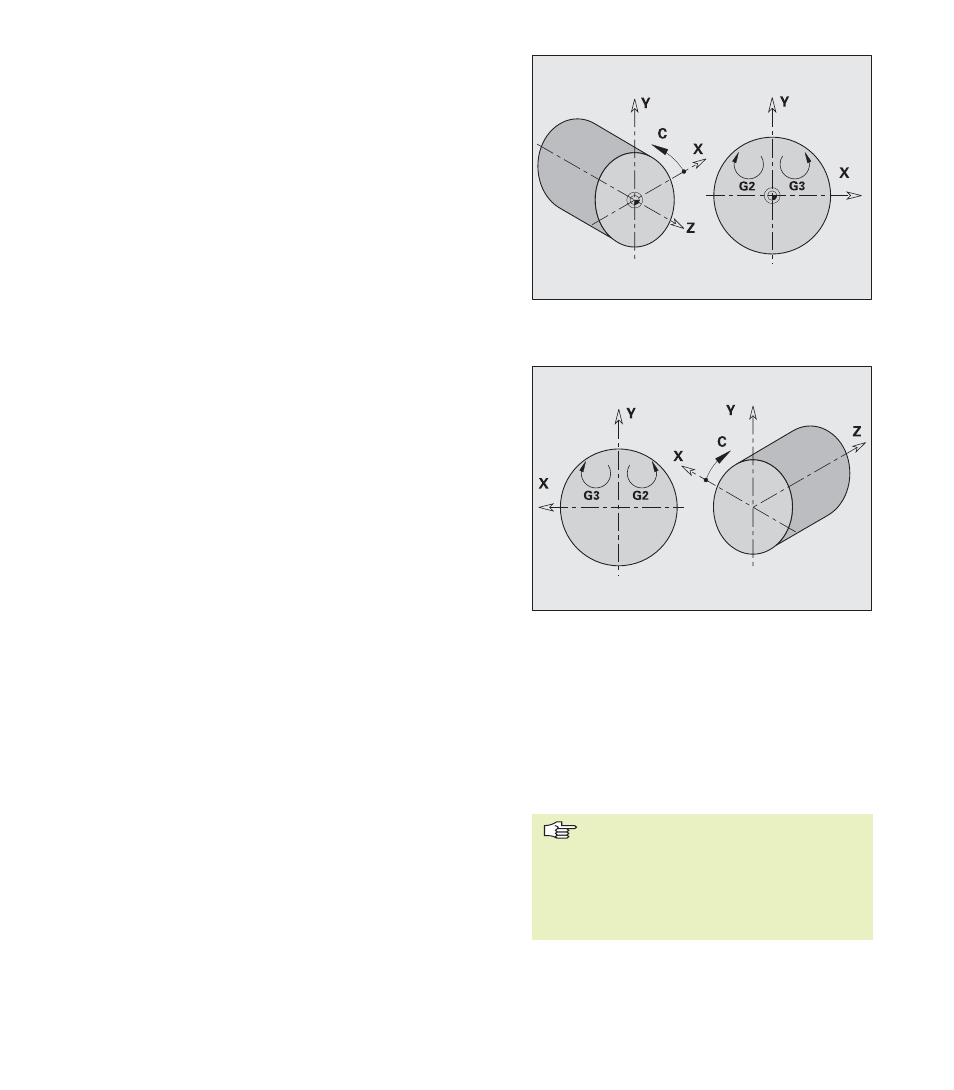
Contorno posterior en el eje Y: El eje X está igualmente orientado
hacia la pieza. De aquí obtenemos para la parte posterior:
■
La orientación del eje X es ”hacia la izquierda” (superficie fron-
tal: ”hacia la derecha”)
■
Sentido de giro en los arcos de círculo G2: ”sentido
antihorario”
■
Sentido de giro en los arcos de círculo G3: ”en sentido horario”
Programación
En la programación de contornos de la parte posterior, deben
tenerse en cuenta la orientación del eje X y el sentido de giro de los
arcos de círculo.
Mientras se utilicen ciclos de taladrado y fresado, no es necesario
tener en cuenta nada especial para el mecanizado en la parte
posterior, ya que los ciclos se refieren a contornos definidos
anteriormente.
En el mecanizado de la parte posterior con G0..G3, G12.. G13, son
válidas las mismas condiciones que en los contornos de la parte
posterior.
Torneado
Los programas expertos para reajustar contienen funciones de
conversión y de espejo. En el mecanizado de la parte posterior (2º
ajuste) es válido:
■
Dirección + : partiendo de la pieza
■
Dirección - : hacia la pieza
■
G2/G12: Arcos de círculo en ”sentido horario”
■
G3/G13: Arcos de círculo en ”sentido antihorario”
Mecanizado completo con cabezal doble
G30: El programa experto conecta el espejo del eje Z y la
conversión de los arcos de círculo (G2, G3, ..) . La conversión de los
arcos de círculo se precisa para el torneado y el mecanizado con el
eje C.
G121: El programa experto desplaza el contorno y refleja el sistema
de coordenadas (eje Z). Normalmente no es necesario volver a
programar G121 para el mecanizado de la parte posterior (2º
empotramiento).
Mecanizado completo con un cabezal
G30: normalmente no es necesario
G121: El programa experto refleja el contorno. Normalmente no es
necesario volver a programar G121 para el mecanizado de la parte
posterior (2º empotramiento).
Parte frontal
Parte posterior
Trabajar sin programas expertos
En el caso de que no se utilicen las funciones de
conversión y espejo, es válido el principio:
■
Dirección + : desde el cabezal principal
■
Dirección - : hacia el cabezal principal
■
G2/G12: Arcos de círculo en ”sentido horario”
■
G3/G13: Arcos de círculo en ”sentido
antihorario”
En el mecanizado con el eje Y de la parte
posterior (dorso de la parte frontal) debe
desconectarse la conversión de los arcos
de círculo (G30 H2) y conectarse de
nuevo (G30 H1) en el torneado y el
mecanizado del plano YZ (vista de la
superficie cilíndrica).