3 movimientos lineales y circulares sencillos, 3 mo vimient os lineales y cir cular es sencillos – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Manual del usuario
Página 25
CNC-PILOT 4290 de HEIDENHAIN
25
2.3.3 Movimientos lineales y circulares sencillos
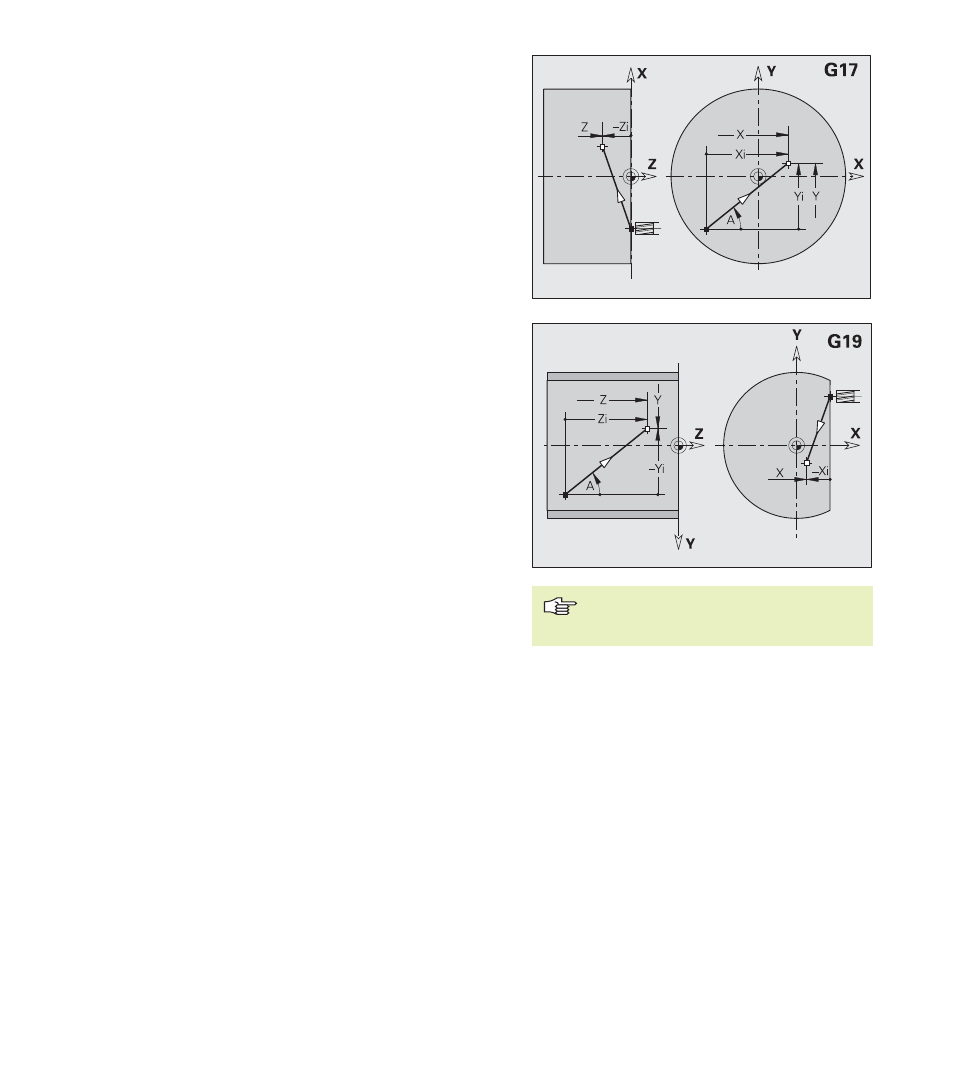
Movimiento lineal G1 – fresado
La hta. se desplaza linealmente con un avance al ”punto final”.
Con ”bisel/redondeo B” se define la transición al siguiente
elemento del contorno. Cuando se indica un bisel/redondeo se
programa el punto final teórico del elemento del contorno.
”Selección del punto de intersección Q” determina el punto final
cuando el recorrido corta a un arco de círculo y el punto final no
está definido.
El avance especial programado es válido para el bisel/redondeo.
G1 se ejecuta independientemente del plano de mecanizado:
G17
■
Interpolación en el plano XY
■
Aproximación en la dirección Z
■
Angulo A – referencia: eje X positivo
G18
■
Interpolación en el plano XZ
■
Aproximación en la dirección Y
■
Angulo A – referencia: eje Z negativo
G19
■
Interpolación en el plano YZ
■
Aproximación en la dirección X
■
Angulo A – referencia: eje Z positivo
Parámetros
X, Y, Z: Punto final (medida del diámetro X)
A:
Angulo (referencia: depende del plano de mecanizado)
Q:
Selección del punto de intersección – por defecto: Q=0
■
Q=0: punto de intersección próximo
■
Q=1: punto de intersección distante
B:
Bisel/redondeo
■
B sin introducción: transición tangente
■
B=0: transición no tangente
■
B>0: radio del redondeo
■
B<0: anchura del bisel
E:
Factor de avance especial (0 < E † 1) – por defecto: 1
(avance especial = avance activado * E)
2.3.3 Mo
vimient
os lineales y cir
cular
es sencillos
Programación X, Y, Z: en cotas absolutas,
incrementales, autoretención o ”?”