3 funciones g en la pieza de mecanizado, 1 planos de mecanizado, 2 posicionamientos – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Manual del usuario
Página 23: 1 selección del plano de mecanizado
CNC-PILOT 4290 de HEIDENHAIN
23
2.3.2 Posicionamientos
Marcha rápida G0
La herramienta se desplaza en marcha rápida al ”punto de destino
X, Y, Z” por la trayectoria más corta.
Parámetros
X, Y, Z: Punto de destino (medida del diámetro X)
2.3
Funciones G en la pieza de
mecanizado
Antes de programar el eje Y para un fresado o un movimiento lineal
o circular o bien con los ciclos de mecanizado, deberá determinarse
el plano de mecanizado.
Si no se programa el plano de mecanizado, el CNC PILOT supone
que se trata de un torneado o un fresado con el eje C (G18 Plano
XZ).
Taladrado
Los taladrados con el eje Y se realizan analogamente al mecanizado
con el eje C (véase el modo de empleo ”
4.8.11 Ciclos de
taladrado”).
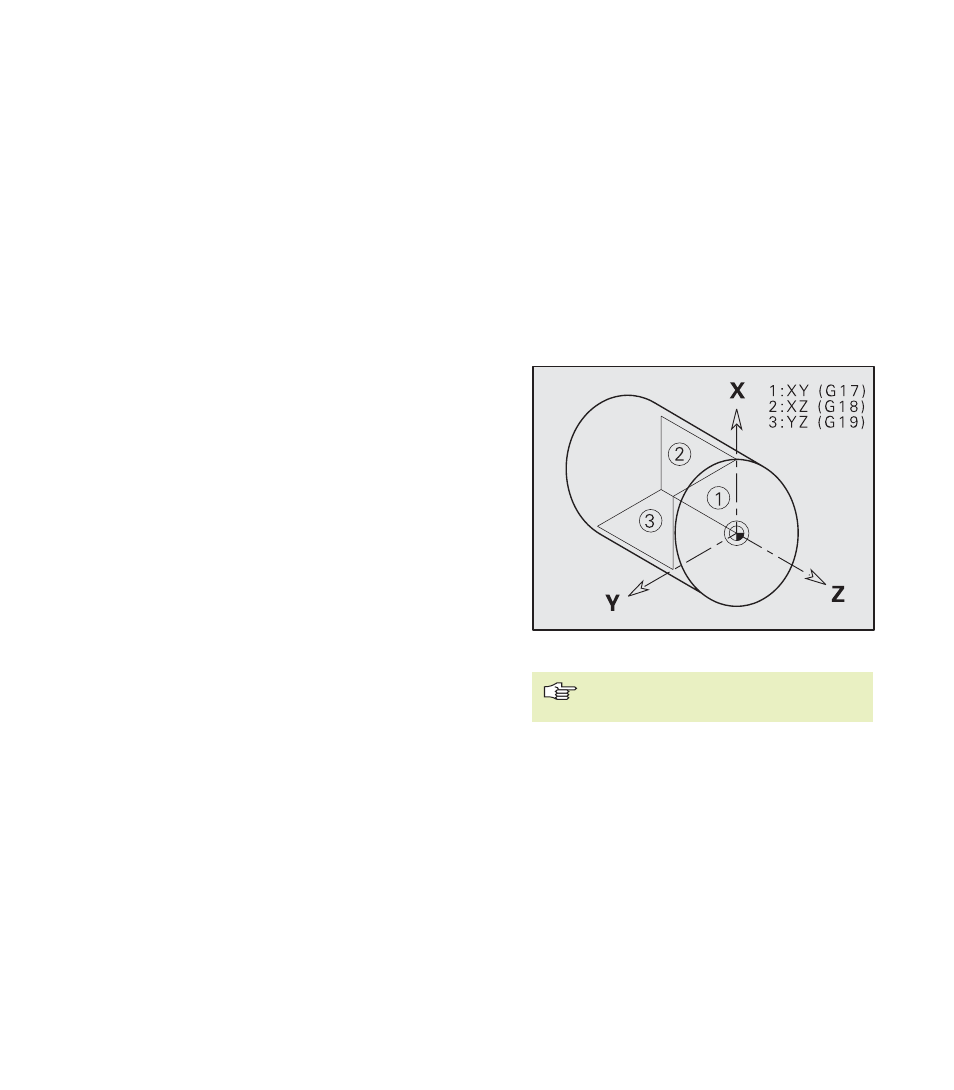
2.3.1 Selección del plano de mecanizado
2.3.1 Planos de mecanizado
G17 Plano XY (superficie frontal o posterior)
El mecanizado en los ciclos de fresado se realiza en el plano XY y la
aproximación en los ciclos de fresado y taladrado en la dirección Z.
G18 Plano XZ (torneado)
En el plano XZ se realiza el ”torneado normal”, el taladrado y el
fresado con el eje C.
G19 Plano YZ (vista en planta/superficie cilíndrica)
El mecanizado en los ciclos de fresado se realiza en el plano YZ y la
aproximación en los ciclos de fresado y taladrado en la dirección X.
Programación X, Y, Z: en cotas absolutas,
incrementales o autoretención
Fresado
Para los mecanizados con el eje C y el eje Y se
emplean los ciclos de fresado G840, G845 y G846
(véase en el modo de empleo ”
4.8.15 Ciclos de
fresado”).
Además para los mecanizados con el eje Y se
utilizan también los ciclos de fresado G841, G842,
G843 y G844. A continuación se describen dichos
ciclos y G845/G846.