2 cont or nos en el plano yz (vista en planta) – HEIDENHAIN CNC Pilot 4290 Description of the Y axis Manual del usuario
Página 16
Eje Y
16
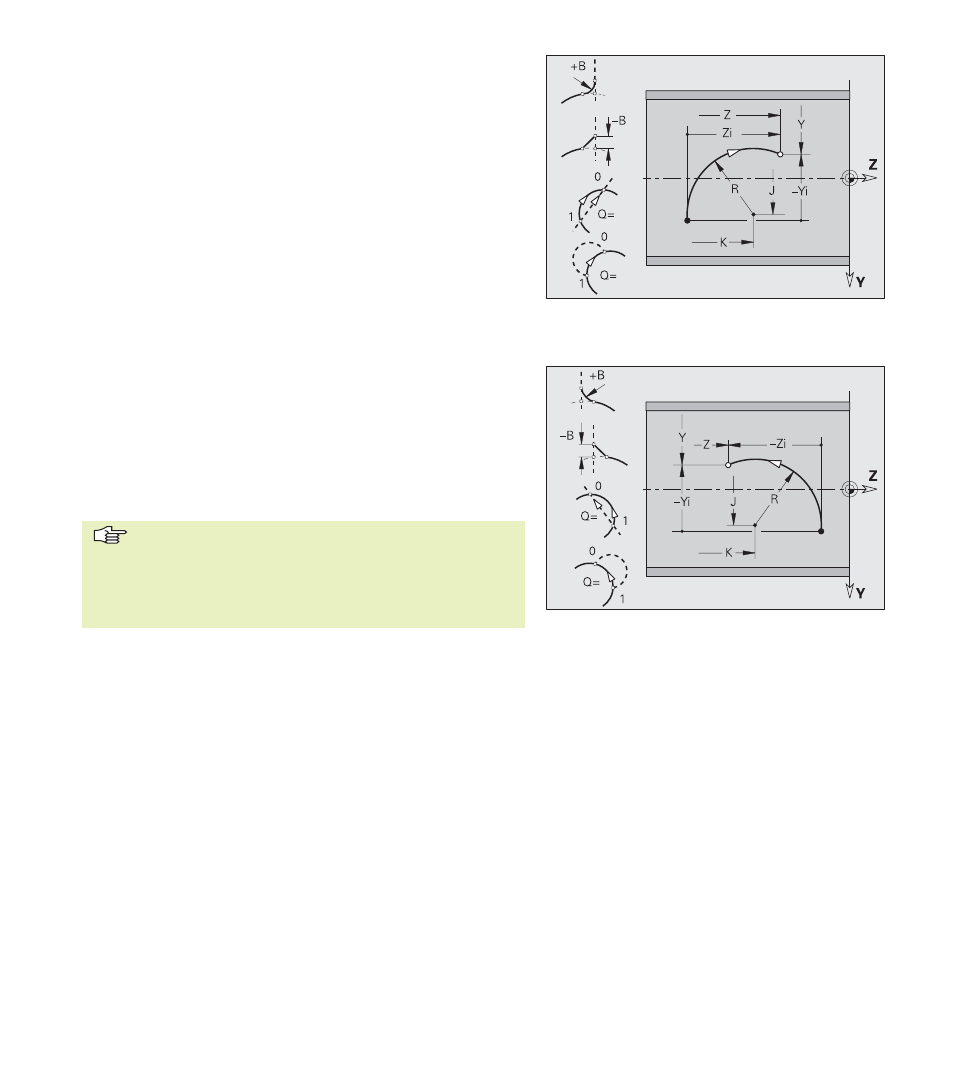
Arco de círculo G182-/G183-Geo
G182/G183 definen un arco de círculo en un contorno en el plano
YZ. La dirección de giro se obtiene de la figura auxiliar.
Con ”bisel/redondeo B” se define la transición al siguiente
elemento del contorno. Cuando se indica un bisel/redondeo se
programa el punto final teórico del elemento del contorno.
”Selección del punto de intersección Q” determina el punto final
cuando el recorrido corta a un arco de círculo y el punto final no
está definido.
Parámetros
Y, Z:
Punto final
J, K:
Punto central (dirección J=Y, K=Z)
R:
Radio
Q:
Selección del punto de intersección – por defecto: 0
■
en la transición a una recta se tiene:
Q=0: punto de intersección próximo
Q=1: punto de intersección distante
■
en la transición a un arco de círculo se tiene:
Q=0: punto de intersección distante
Q=1: punto de intersección próximo
B:
Bisel/redondeo
■
B sin introducción: transición tangente
■
B=0: transición no tangente
■
B>0: radio del redondeo
■
B<0: anchura del bisel
Programación
■
Y, Z: coordenadas absolutas, incrementales,
autoretención o ”?”
■
J, K: absolutas o incrementales
■
El punto final no puede coincidir con el punto inicial
(no es un círculo completo)
2.2.2 Cont
or
nos
en
el
plano
YZ (vista en planta)
G182
G183