Flowserve GRP PolyChem Manual del usuario
Página 46
POLYCHEM GRP INSTRUCCIONES PARA EL USARIO ESPANOL 26999980 12-04A
Página 46 de 56
flowserve.com
Enrosque el cojinete de apoyo dentro del
acoplamiento de cojinete girándolo hacia la
derecha para unir las roscas. Enrosque el apoyo
dentro del acoplamiento hasta que la cubierta de
apoyo este aproximadamente a 3 mm (
1
/
8
in.) del
acoplamiento. Instale los tornillos [6570.3]
aflojados.
d) Re-instale cualquier placa, tapones, calibres y
engrasador.
Diseño Mark 3A. Instale los siguientes elementos
dentro del alojamiento de cojinete; tapón de nivel
de aceite (figura 6-18) y combinación calibre Trico
aceite/ calibre [3855], ventilación/respiradero [6521]
y tapón de drenaje [6569].
Diseño ANSI 3A. Instale los siguientes elementos
en el alojamiento de cojinete; tapón de nivel de
aceite (figura 6-18) y calibre [3855], tapón [6521] y
tapón magnético de drenaje [6559].
e) En las bombas de Grupo 2 y 3 bombas,
ensamble el adaptador de alojamiento de
cojinete [1340] al alojamiento de cojinete [3200].
Asegúrese de instalar una nueva goma [4610.3].
Diseño Mark 3A y ANSI 3A. Enrosque los
tornillos [6570.6] a través del adaptador y dentro
de los agujeros en el alojamiento de cojinete.
f) Si el lado de la potencia utiliza retenes labiados,
instale un deflector [2540] en el eje [2100].
g) Deslice el manguito [2400] en el eje asegurando
la junta tórica y el deslizamiento del deflector
bajo el final del manguito.
6.10.2 Montaje del sello y de la tapa trasera
a)
Con un sello externo, deslice la parte rotatoria del
sello sobre el manguito pero no apriete los
tornillos de fijación en este momento.
b)
Posicione el asiento en la junta de la
empaquetadura [4590.2] y el asiento del sello en
la empaquetadura [4120] y deslice esta unidad
sobre el manguito.
c) Deslice un sello de cartucho sobre el manguito pero
no apriete los tornillos de fijación en este momento.
d) En caso de sellos internos no de cartucho instale el
asiento estático y su junta o su tórica en la
empaquetadura.
e)
Coloque la junta de la tapa en la empaquetadura
(o la tapa a la junta de la empaquetadura en los
Grupos 3 y 4) y deslícelos sobre el manguito.
f)
Con un sello interno, coloque la parte giratoria del
sello sobre el manguito tal como se muestra en el
plano del sello suministrado o como haya sido
marcado sobre el manguito durante el desmontaje.
Podría ser necesario montar la bomba según la
configuración de regulación del impulsor para
colocar apropiadamente el eje (si se ha movido el
rotor). Marque el final de la caja sobre el eje y, a
continuación, desmonte la parte trasera de la bomba
en esta fase. Esto se hace porque la configuración
del sello se mide desde el final de la caja.
g) Monte los pasadores de la junta [6572] (si había
sido quitados) en la tapa [1220], sustituya la
extensión de la caja en la tapa y deslice la
empaquetadura sobre el manguito.
h) Monte la tapa sobre la caja del cojinete [3200] en el
Grupo 1 o la cabeza de apoyo [1340] utilizando
pernos [6570.4] y arandelas de retención [6541.3] y
rósquelos hasta 20 Nm (15 lbf•ft). (Para las
unidades 2K3x1.5G-10, 2K4x3G-10 y 2K6x4G-10
utilice arandelas excéntricas y tuercas)
6.10.3 Montaje del impulsor
Si se ha adquirido un impulsor de diámetro máximo y
necesita reducirlo, o si es necesario reducir el
diámetro del impulsor existente, deberán ser
mecanizados hasta el tamaño correcto. Sería
preferible que enviara el impulsor a su representante
de Flowserve para su mecanizado pero, si no es
posible, puede utilizar el siguiente procedimiento:
a)
Obtenga un mandril de mecanizado apropiado de
su agente comercial de Flowserve o use el eje de
bomba y los bulones del impulsor.
b)
Monte con cuidado el mandril o el eje en el torno
apropiado para mecanizar la GRP.
c)
Monte el impulsor y, utilizando un comparador
mecánico, verifique que la parte que sobresale
del diámetro externo del lado del impulsor (en los
álabes del diámetro externo) son menores de
0.13 mm (0.005 in.) TIR.
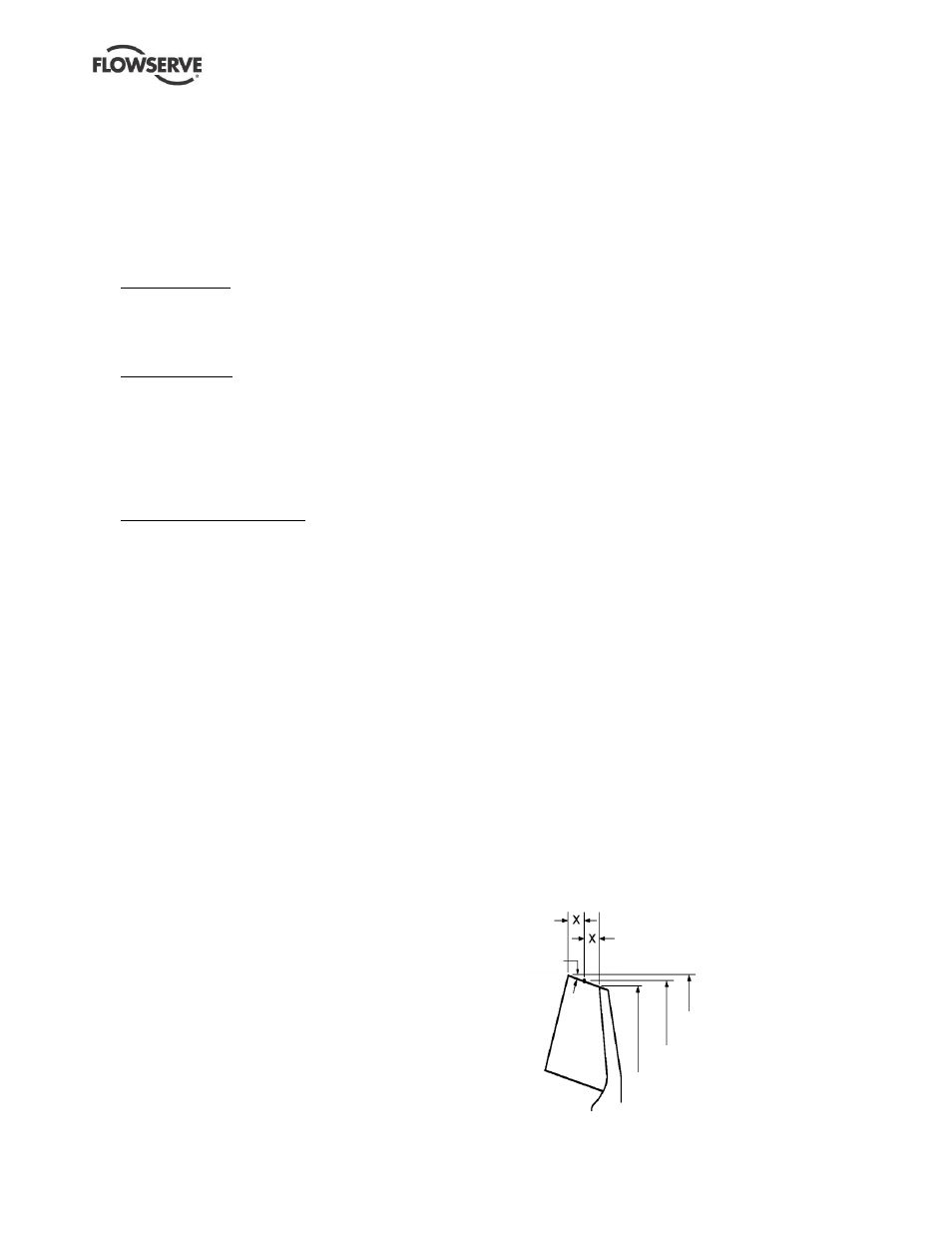
d)
Prepárese para mecanizar. Todos los impulsores
se mecanizan transversalmente, en paralelo al
eje, a excepción de los tamaños 2K6x4G-10,
3J12x10G-15 y 4J12x10G-15B que llevan cortes
en ángulo. Los álabes 2K6x4G-10 se mecanizan
a un ángulo de 15 grados del centro del eje,
mientras que los de 3J12x10G-15 y 4J12x10G-
15B se mecanizan a un ángulo de 10 grados del
centro del eje con un diámetro mayor en el lado
abierto del álabe y con un diámetro menor en el
propulsor posterior del impulsor. El diámetro del
impulsor listado es el punto medio del álabe.
Véase el dibujo para estos detalles:
Angle cut for sizes
2K6x4G-10,
3J12x10G-15
4J12x10G-15B
Corte del ángulo para los tamaños:
2K6x4G-10
3J12x10G-15
4J12x10G-15B
Ángulo
Diám.
“A”
Punto
medio
Diám.
“B”