8 los ciclos para la traslación de coordenadas, Resumen, Activación de la traslación de coordenadas – HEIDENHAIN TNC 426 (280 476) Manual del usuario
Página 349
TNC 426, TNC 430 de HEIDENHAIN
323
8.8 Lo
s c
ic
los
par
a
la tr
as
lació
n
d
e
co
or
d
e
na
das
8.8 Los ciclos para la traslación de
coordenadas
Resumen
Con la traslación de coordenadas se puede realizar un contorno pro-
gramado una sóla vez, en diferentes posiciones de la pieza con posi-
ción y medidas modificadas. El TNC dispone de los siguientes ciclos
para la traslación de coordenadas:
Activación de la traslación de coordenadas
Inicio de la activación: Una traslación de coordenadas se activa a partir
de su definción – por lo que no es necesario llamarla. La traslación
actúa hasta que se anula o se define una nueva.
Anular la traslación de coordenadas:
n
Definir de nuevo el ciclo con valores para el comportamiento básico,
p.ej. factor de escala 1,0
n
Ejecución de las funciones auxiliares M02, M30 o la frase END PGM
(depende del parámetro de máquina 7300)
n
Selección de un nuevo programa
n
Programar la función auxiliar M142 Borrar información modal del
programa
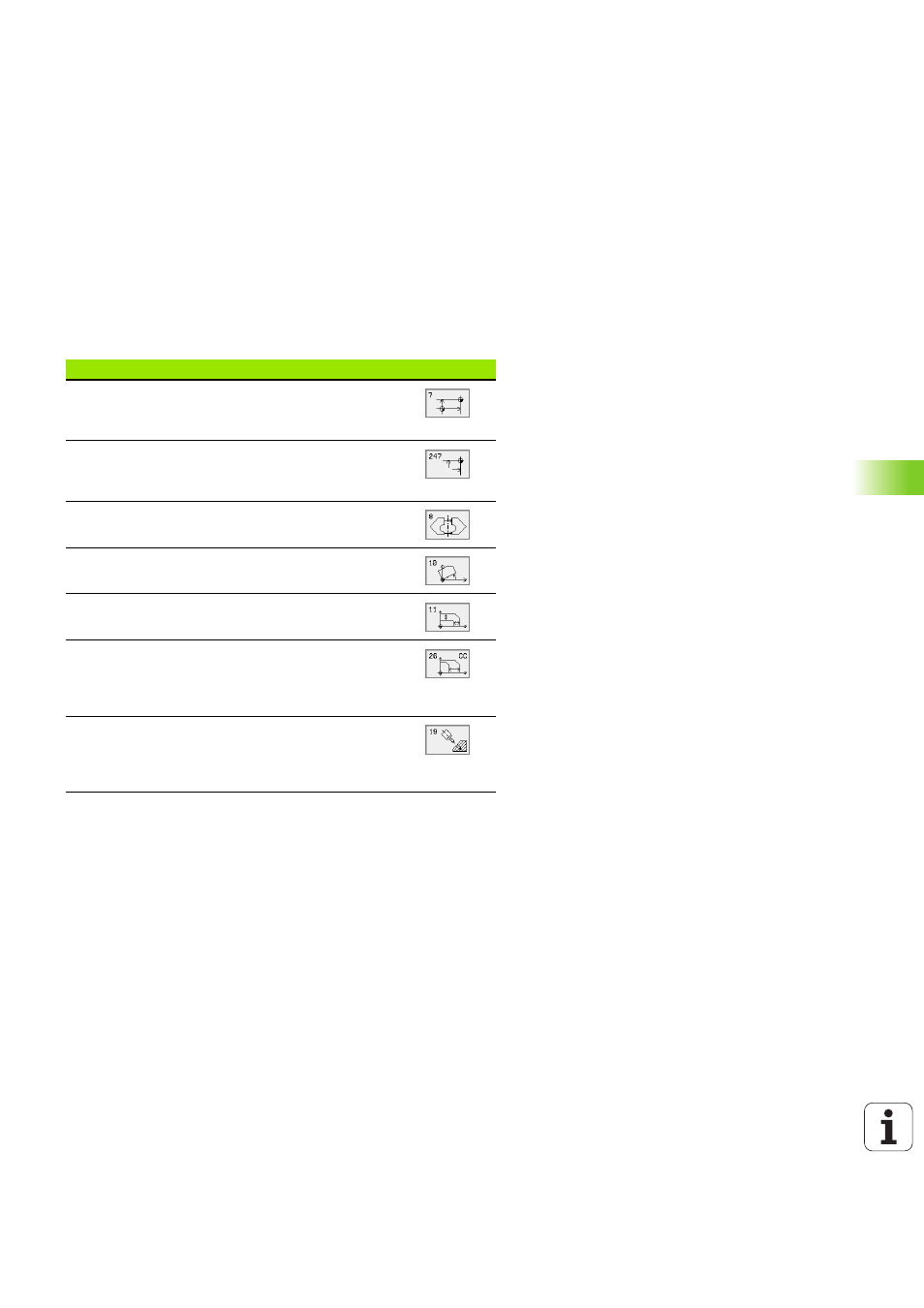
Ciclo
Softkey
7 PUNTO CERO
Desplazamiento de los contornos directamente en el
programa o de las tablas de cero piezas
247 FIJAR PTO. DE REF.
Fijación del punto de ref. durante la ejecución del pro-
grama
8 ESPEJO
Reflejar contornos
10 GIRO
Girar contornos en el plano de mecanizado
11 FACTOR DE ESCALA
Reducir y ampliar contornos
26 FACTOR DE ESCALA ESPECIFICO PARA CADA
EJE
Reducir y ampliar contornos con factores de escala
específicos para cada eje
19 PLANO DE MECANIZADO
Mecanizado en un sistema de coordenadas inclinado
para máquinas con cabezal basculante
y/o mesas giratorias