HEIDENHAIN TNC 426 (280 476) Manual del usuario
Página 219
TNC 426, TNC 430 de HEIDENHAIN
193
7.5 F
u
ncion
es a
u
xiliar
es par
a ejes gir
at
o
rios
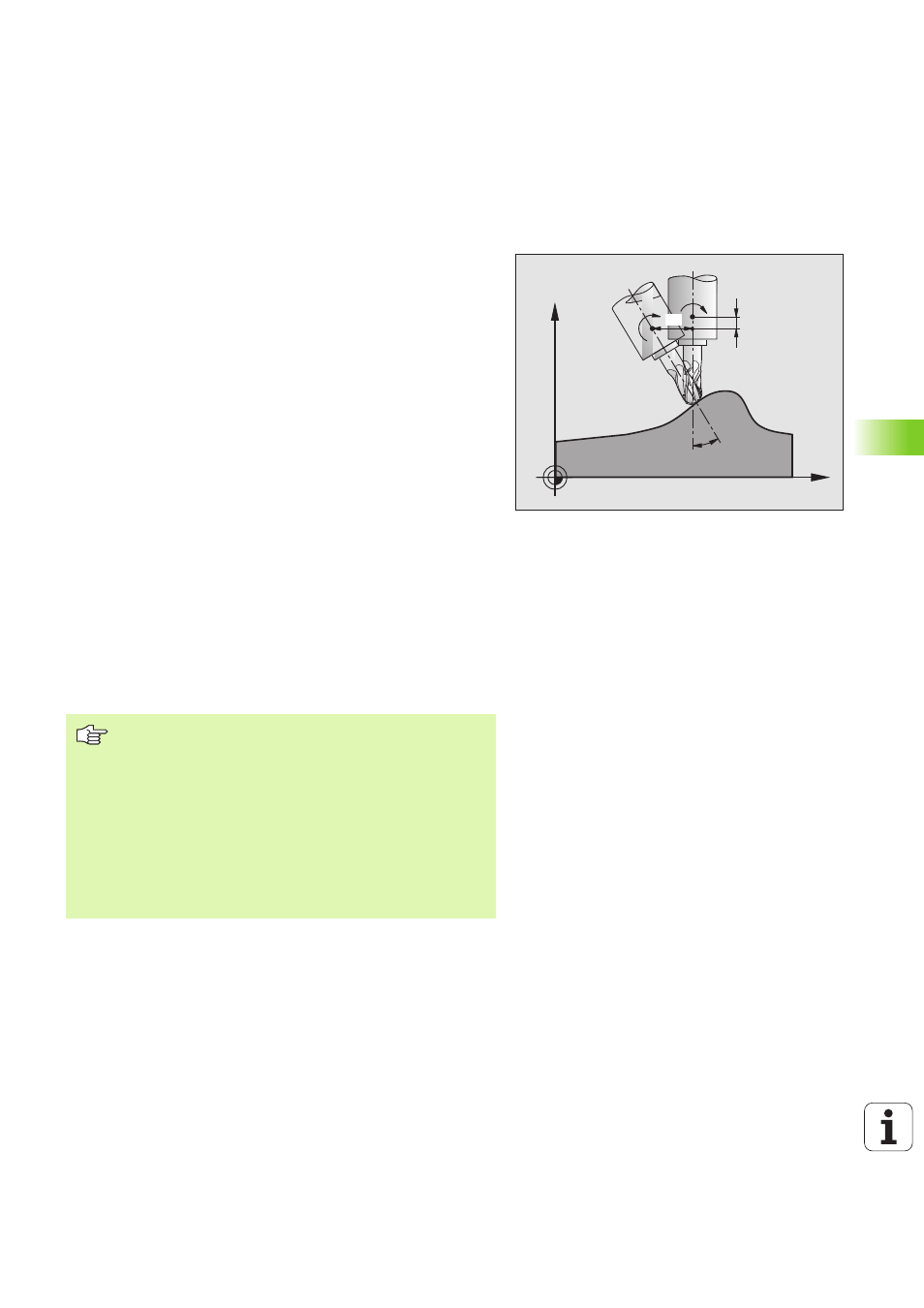
Corrección automática de la geometría de la
máquina al trabajar con ejes basculantes: M114
Comportamiento standard
El TNC desplaza la herramienta a las posiciones determinadas en el
programa de mecanizado. Cuando en un programa se modifica la posi-
ción del eje basculante, el postprocesador debe calcular el desvío que
se genera en los ejes lineales y desplazarse en una frase de posicion-
amiento. Debido a que aquí juega también un papel importante la geo-
metría de la máquina, deberá calcularse el programa NC para cada
máquina por separado.
Comportamiento con M114
Cuando en un programa se modifica la posición de un eje basculante,
el TNC compensa automáticamente el desvío de la herramienta con
una corrección longitudinal 3D (para máquinas con ejes basculantes
controlados). Debido a que la geometría de la máquina está memori-
zada en parámetros de máquina, el TNC compensa automáticamente
tambíen los desvios específicos de la máquina. El postprocesador sólo
tiene que calcular una vez los programas, incluso cuando se ejecutan
en diferentes máquinas con el control TNC.
Si su máquina no tiene ejes basculantes controlados (inclinación
manual del cabezal, posicionamiento del cabezal por el PLC), se puede
programar detrás de M114 la correspondiente posición válida del
cabezal basculante (p.ej. M114 B+45, se admiten parámetros Q).
El sistema CAD o el postprocesador deberán tener en cuenta la cor-
rección del radio de la herramienta. Una corrección de radio pro-
gramada RL/RR provoca un aviso de error.
Cuando el TNC realiza la corrección de longitud de la herramienta el
avance programado se refiere al extremo de la herramienta de lo con-
trario se refiere al punto de referencia de la misma.
Activación
M114 actúa al principio de la frase, M115 al final de la frase. M114 no
actúa cuando está activada una corrección de radio de la hta.
Si la máquina tiene un cabezal basculante controlado, se
puede interrumpir el programa y modificar la posición del
eje basculante (p.ej. con el volante).
Con la función AVANCE HASTA FRASE N se puede conti-
nuar con el programa de mecanizado en el lugar donde se
ha interrumpido. Cuando está activada M114, el TNC tiene
automáticamente en cuenta la nueva posición del eje bas-
culante.
Para poder modificar la posición del eje basculante manu-
almente durante la ejecución del programa, se emplea
M118 junto con M128.
X
Z
dB
dz
dx
B
B