Pág. 96 – HEIDENHAIN iTNC 530 (340 49x-03) Touch Probe Cycles Manual del usuario
Página 96
96
3 Ciclos de palpación para la verificación automática de piezas
3.2 Cálculo aut
o
mático de los punt
os de r
ef
er
encia
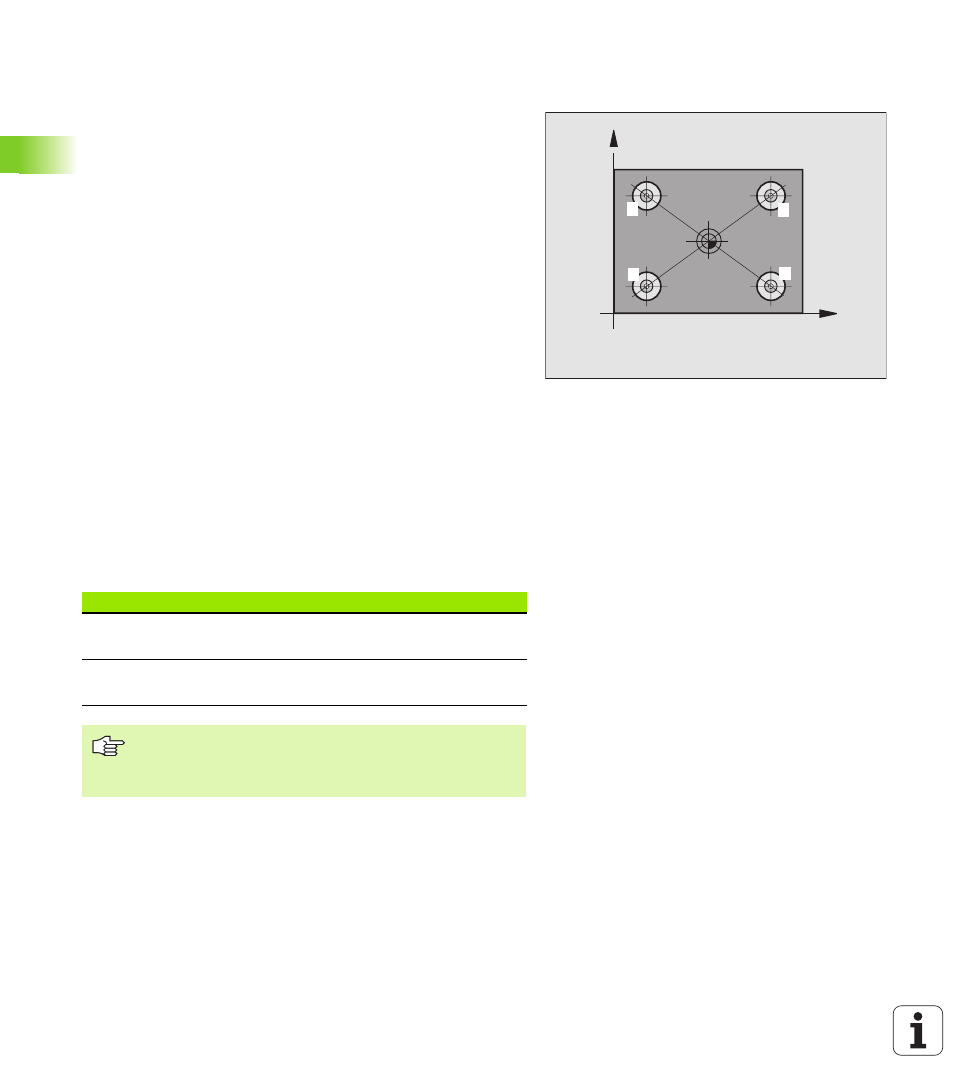
PTO. REF. CENTRO DE 4 TALADROS (ciclo de
palpación 418, DIN/ISO: G418)
El ciclo de palpación 418 calcula el punto de corte de las líneas de
unión de dos puntos centrales de taladro de cada vez y fija este punto
de corte como punto de referencia. Si se desea, el TNC también puede
escribir el punto de intersección en una tabla de puntos cero o en una
tabla de presets.
1
El TNC posiciona el palpador en avance rápido (valor de MP6150 o
bien MP6361) y según la lógica de posicionamiento (véase
"Ejecución de los ciclos de palpación" en página 24) en el centro del
primer taladro
1
.
2
Finalmente el palpador se desplaza a la altura de medida
introducida y registra mediante cuatro palpaciones el primer centro
del taladro
3
Después el palpador retrocede a la altura segura y posiciona sobre
el centro programado del segundo taladro
2
4
El TNC desplaza el palpador a la altura de medición introducida y
registra mediante cuatro palpaciones el segundo centro del taladro
5
El TNC repite el proceso 3 y 4 para los taladros
3
y
4
6
A continuación el TNC posiciona el palpador de nuevo en la altura
de seguridad y procesa el punto de referencia calculado en relación
con los parámetros de ciclo Q303 y Q305 (véase "Guardar punto de
referencia calculado" en página 66). El TNC calcula el punto de
referencia como punto de intersección de las líneas de unión del
centro del taladro
1
/
3
y
2
/
4
y memoriza los valores actuales en
los parámetros Q ejecutados a continuación
7
Cuando se desee, el TNC determina seguidamente en una
palpación previa separada el punto de referencia en el eje de
palpación
X
Y
1
2
3
4
Número de parámetro Significado
Q151
Valor actual del punto de intersección en
el eje principal
Q152
Valor actual de punto de intersección en
el eje auxiliar
Antes de la programación deberá tenerse en cuenta
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.