Pág. 67 – HEIDENHAIN iTNC 530 (340 49x-03) Touch Probe Cycles Manual del usuario
Página 67
HEIDENHAIN iTNC 530
67
3.2 Cálculo aut
o
mático de los punt
os de r
ef
er
encia
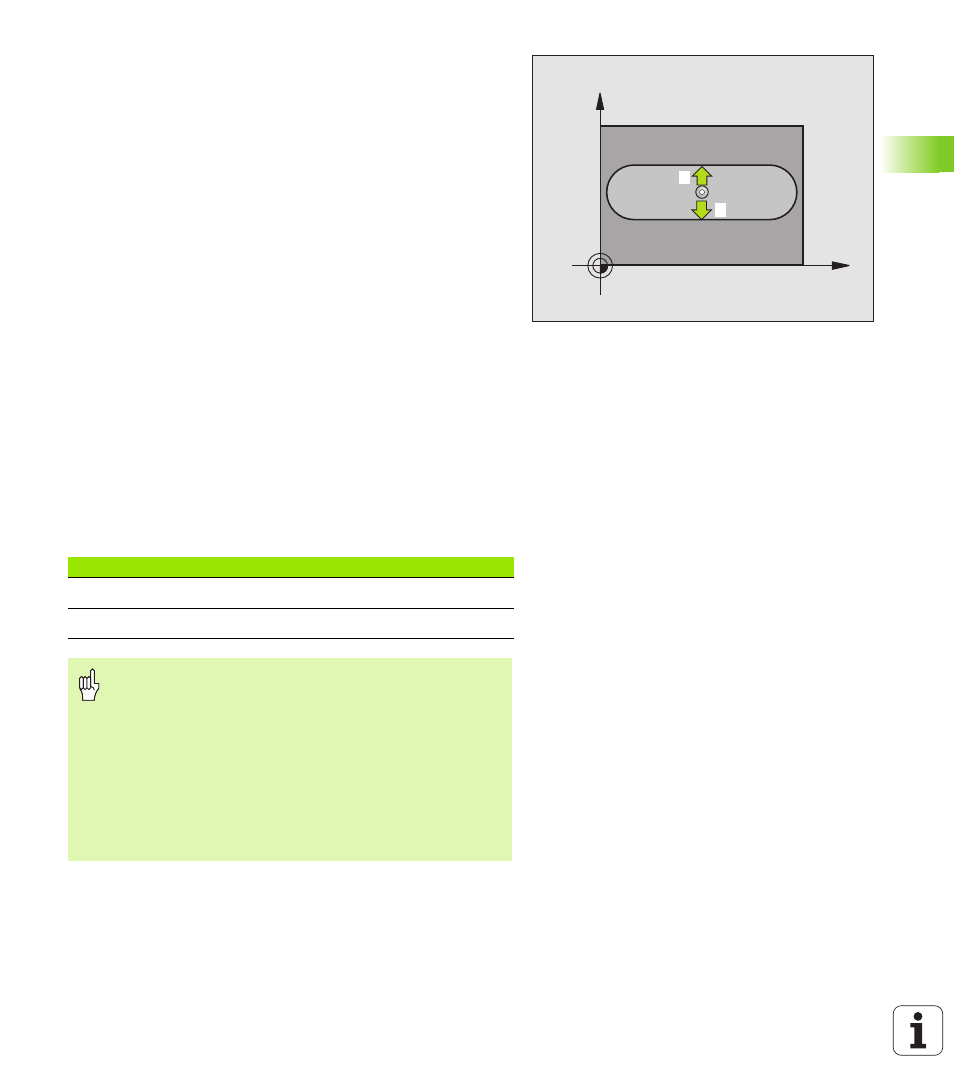
PUNTO DE REFERENCIA CENTRO RANURA
(ciclo de palpación 408, DIN/ISO: G408,
Función-3 FCL)
El ciclo de palpación 408 determina el punto central de una ranura y fija
este punto central como punto de referencia. Si se desea, el TNC
también puede escribir el punto central en una tabla de puntos cero o
en una tabla de presets.
1
El TNC posiciona el palpador en avance rápido (valor de MP6150
o bien MP6361) y según la lógica de posicionamiento (véase
"Ejecución de los ciclos de palpación" en página 24) hacia el punto
de palpación
1
. El TNC calcula los puntos de palpación según las
indicaciones en el ciclo y la distancia de seguridad indicada en
MP6140
2
A continuación el palpador se desplaza a la altura de medición
programada y ejecuta el primer proceso de palpación con avance
de palpación (MP6120 o bien MP6360)
3
Después el palpador se desplaza al siguiente punto de palpación
paralelo al eje en altura de medición o lineal en altura de seguridad
2
y ejecuta en ese punto el segundo proceso de palpación
4
A continuación el TNC posiciona el palpador de nuevo a la altura de
seguridad y procesa el punto de referencia calculado en relación
con los parámetros de ciclo Q303 y Q305 (véase "Guardar punto de
referencia calculado" en página 66) y memoriza los valores actuales
en los parámetros Q ejecutados a continuación
5
Cuando se desee, el TNC determina seguidamente en una
palpación previa separada el punto de referencia en el eje de
palpación
X
Y
1
2
Número de parámetro Significado
Q166
Valor actual del ancho de ranura medido
Q157
Eje central posición valor real
Antes de la programación deberá tenerse en cuenta
Para evitar que el palpador colisione con la pieza, deberá
indicarse la anchura de la ranura menor a lo estimado.
Si la anchura de la ranura y la distancia de seguridad no
permiten un preposicionamiento cerca del punto de
palpación, el TNC palpa siempre partiendo del centro de la
ranura. El palpador no se desplaza entre los dos puntos de
medición a la altura de seguridad.
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.