Ria (véase "giro basico, Pág.52), Pág. 52 – HEIDENHAIN iTNC 530 (340 49x-03) Touch Probe Cycles Manual del usuario
Página 52
52
3 Ciclos de palpación para la verificación automática de piezas
3.1 Medición aut
o
mática de la posición inclinada de la pieza
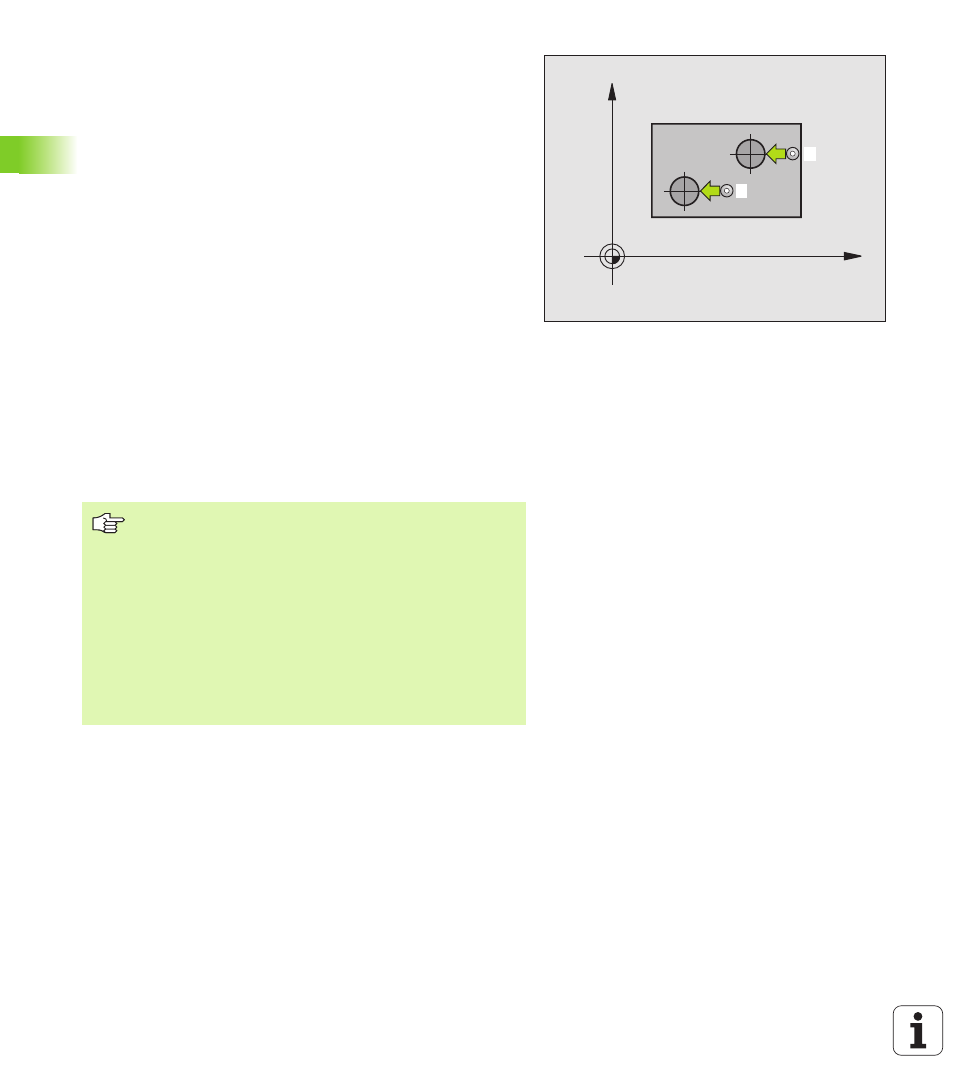
GIRO BASICO mediante dos islas (ciclo de
palpación 402, DIN/ISO: G402)
El ciclo de palpación 402 registra los puntos centrales de islas binarias.
A continuación el TNC calcula el ángulo entre el eje principal del plano
de mecanizado y la recta que une los puntos centrales de la isla. El
TNC compensa a través de la función Giro básico el valor calculado
(Véase también "Compensación de la desalineación de la pieza" en
pág.33). De forma alternativa, también se puede compensar la
inclinación calculada mediante un giro de la mesa giratoria.
1
El TNC posiciona el palpador en avance rápido (valor de MP6150 o
bien MP6361) y según la lógica de posicionamiento (véase
"Ejecución de los ciclos de palpación" en página 24) hacia el punto
de palpación
1
de la primera isla
2
A continuación el palpador se desplaza a la altura de
medición 1
introducida y registra mediante cuatro palpaciones el
primer centro de la primera isla. Entre los puntos de palpación
desplazados entre sí 90° el palpador se desplaza sobre un arco de
círculo
3
Después el palpador retrocede a la altura de seguridad y se
posiciona sobre el punto de palpación
5
de la segunda isla
4
El TNC desplaza el palpador a la altura de medición 2 introducida
y registra mediante cuatro palpaciones el segundo centro de la isla
5
Para finalizar el TNC hace retroceder al palpador a la altura de
seguridad y realiza el giro básico calculado
X
Y
1
5
Antes de la programación deberá tenerse en cuenta
Antes de definir el ciclo deberá programarse una llamada a
la herramienta para la definición del eje de palpación.
Al principio del ciclo el TNC anula el giro básico activado.
Si se desea compensar la inclinación mediante un giro de
la mesa giratoria, entonces el TNC utiliza
automáticamente los siguientes ejes giratorios:
C en el eje de herramienta Z
B en el eje de herramienta Y
A en el eje de herramienta X