3 medición aut omática de piezas – HEIDENHAIN iTNC 530 (340 49x-03) Touch Probe Cycles Manual del usuario
Página 131
HEIDENHAIN iTNC 530
131
3.3 Medición aut
omática de piezas
8
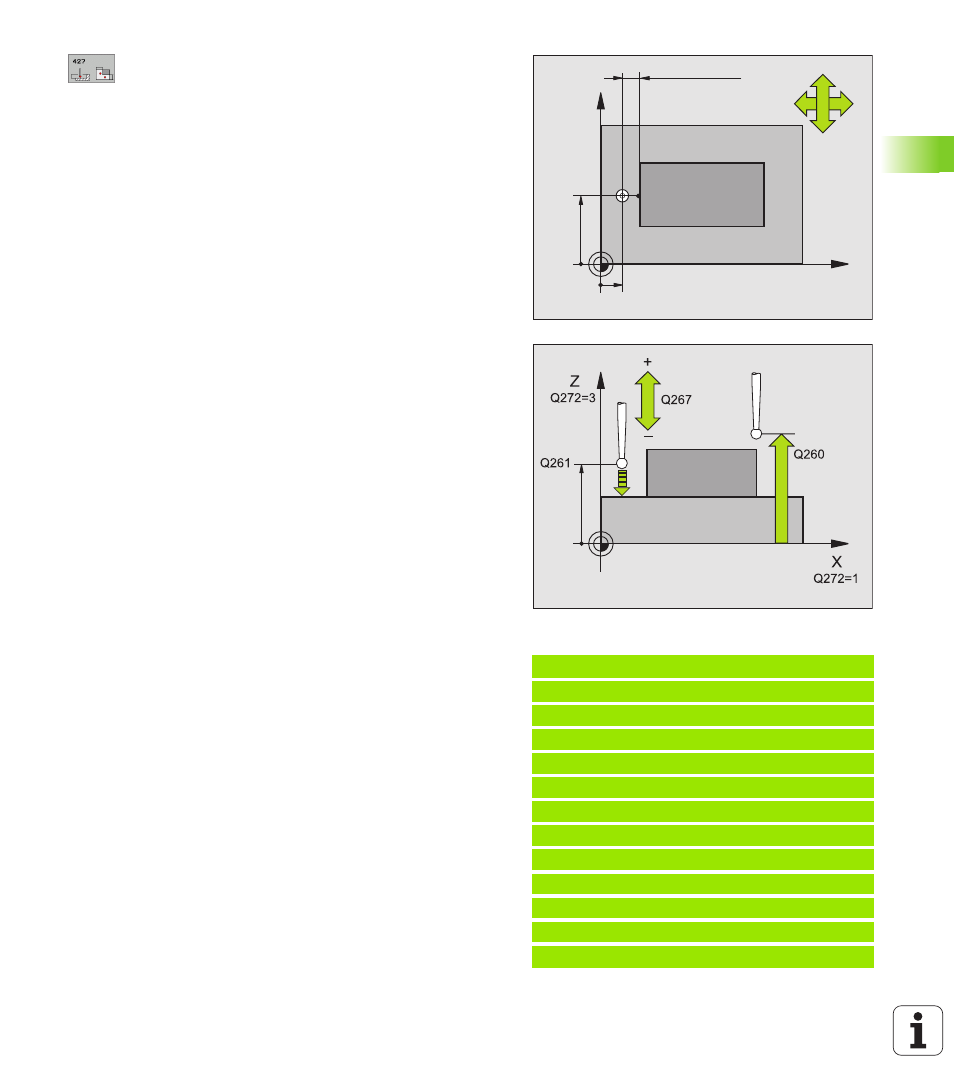
1er. punto de medición del 1er eje
Q263 (valor
absoluto): Coordenada del 1er punto de palpación en
el eje principal del plano de mecanizado
8
1er. punto de medición del 2º eje
Q264 (valor
absoluto): Coordenada del 1er punto de palpación en
el eje auxiliar del plano de mecanizado
8
Altura de la medición en el eje del palpador
Q261
(valor absoluto): Coordenada del centro de la bola
(=punto de contacto) en el eje de palpación, desde la
cual se quiere realizar la medición
8
Distancia de seguridad
Q320 (valor incremental):
Distancia adicional entre el punto de medición y la
bola del palpador. Q320 se suma al valor del MP6140
8
Eje de medición (1..3: 1=eje principal)
Q272: Eje
en el cual debe realizarse la medición:
1
: Eje principal = eje de medición
2
: Eje auxiliar = eje de medida
3
: Eje palpador = eje de medición
8
Dirección de desplazamiento 1
Q267: Dirección en
la cual debe desplazarse el palpador hacia la pieza:
-1
: Dirección de desplazamiento negativa
+1
: Dirección de desplazamiento positiva
8
Altura de seguridad
Q260 (valor absoluto):
Coordenada en el eje del palpador, en la cual no se
puede producir ninguna colisión entre el palpador y la
pieza
8
Protocolo de medición
Q281: Fijar si el TNC debe
crear un protocolo de medición:
0
: No realizar el protocolo de medición
1
: Registrar protocolo de medición: El TNC guarda de
forma estándar el fichero de protocolo
TCHPR427.TXT
en el directorio, en el que esté
guardado el programa de medición
2
: Interrumpir el desarrollo del programa y visualizar el
registro de medida en la pantalla del TNC. Continuar
el programa con la tecla arranque-NC
8
Cota máxima
Q288: valor de medición máximo
admisible
8
Cota mínima
Q289: valor de medición mínimo
admisible
8
Parada del programa con error de tolerancia
Q309:
Determinar si el TNC debe interrumpir el programa
cuando se sobrepasa la tolerancia y debe emitir un
aviso de error:
0
: No interrumpir la ejecución del programa, no emitir
aviso de error
1
: Interrumpir la ejecución del programa, emitir aviso
de error
8
Nº de hta. para supervisión
Q330: Determinar si el
TNC debe realizar la supervisión de la herramienta:
(véase "Supervisión de herramientas" en página 109):
0
: Supervisión inactiva
>0
: Nº de hta. en la tabla de htas. TOOL.T
Ejemplo: Frases NC
5 TCH PROBE 427 MEDIR COORDENADA
Q263=+35
;1ER PUNTO 1ER EJE
Q264=+45
;1ER PUNTO 2º EJE
Q261=+5
;ALTURA MEDICIÓN
Q320=0
;DIST.-SEGURIDAD
Q272=3
;EJE DE MEDIDA
Q267=-1
;DIRECCIÓN DE DESPLAZAMIENTO
Q260=+20
;ALTURA SEGURIDAD
Q281=1
;PROTOCOLO DE MEDIDA
Q288=5,1
;MEDIDA MÁX.
Q289=4,95
;MEDIDA MÍN.
Q309=0
;PGM-STOP EN CASO DE ERROR
Q330=0
;Nº HERRAMIENTA
X
Y
Q264
Q263
+
–
–
+
Q267
Q272=2
Q272=1
MP6140 + Q320