3 medición aut omática de piezas – HEIDENHAIN iTNC 530 (340 49x-03) Touch Probe Cycles Manual del usuario
Página 137
HEIDENHAIN iTNC 530
137
3.3 Medición aut
omática de piezas
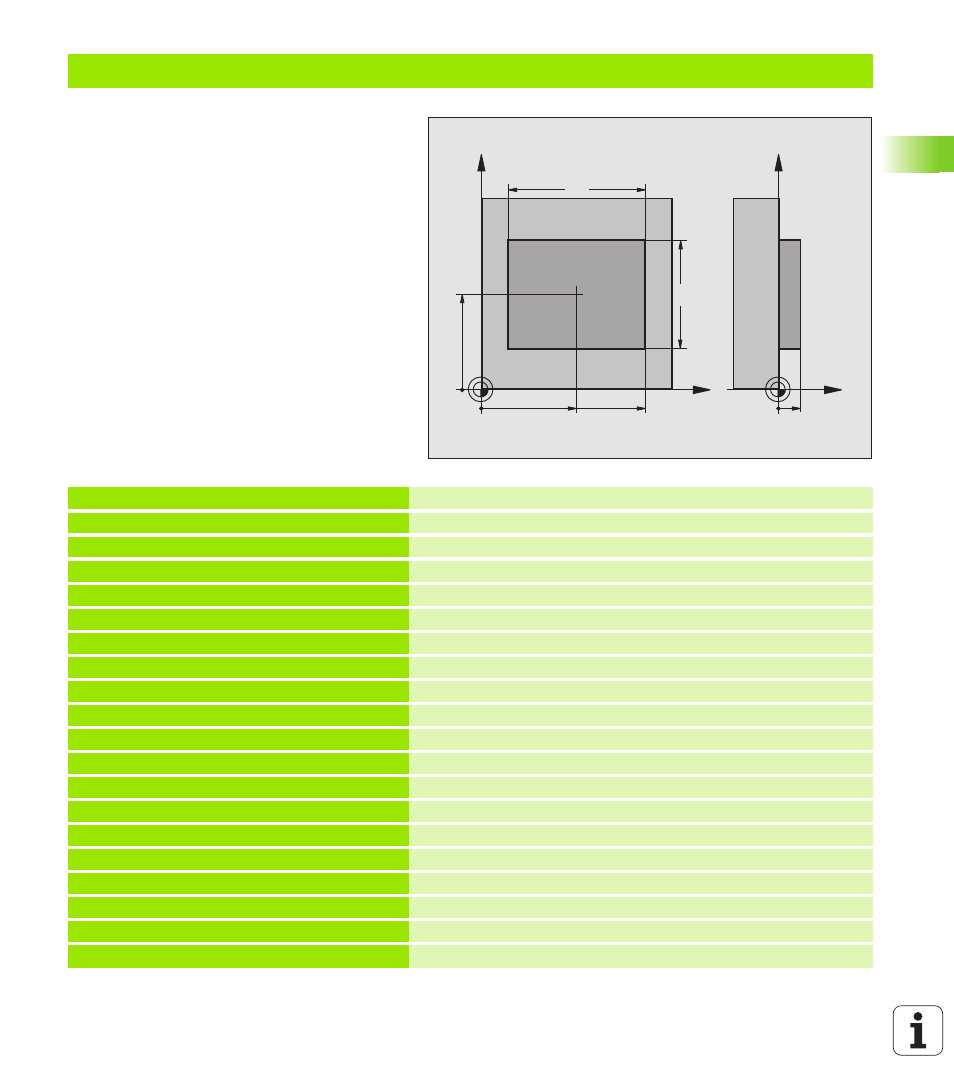
Ejemplo: Medición y mecanizado posterior de una isla rectangular
Desarrollo del programa:
- Desbaste de una isla rectangular con
sobremedida 0,5
- Medición de una isla rectangular
- Acabado de la isla rectangular tendiendo en
cuenta los valores de la medición
0 BEGIN PGM BEAMS MM
1 TOOL CALL 0 Z
Premecanizado llamada de herramienta
2 L Z+100 R0 FMAX
Desplazar herramienta libremente
3 FN 0: Q1 = +81
Longitud de cajeras en X (medida de desbaste)
4 FN 0: Q2 = +61
Longitud de cajeras en Y (medida de desbaste)
5 CALL LBL 1
Llamar subprograma para el mecanizado
6 L Z+100 R0 FMAX
Desplazar libremente la herramienta, cambio de herramienta
7 TOOL CALL 99 Z
Llamar palpador
8 TCH PROBE 424 MEDIR RECTÁNGULO EXT.
Medir rectángulo fresado
Q273=+50
;CENTRO 1ER. EJE
Q274=+50
;CENTRO 2º EJE
Q282=80
;1ª LONGITUD LATERAL
Longitud nominal en X (medida de definitiva)
Q283=60
;2ª LONGITUD LATERAL
Longitud nominal en X (medida definitiva)
Q261=-5
;ALTURA MEDICIÓN
Q320=0
;DIST.-SEGURIDAD
Q260=+30
;ALTURA SEGURIDAD
Q301=0
;DESPLAZ. A ALTURA SEG.
Q284=0
;MEDIDA MÁX. 1ª PÁG.
No necesarios valores de entrada para prueba de tolerancia
Q285=0
;MEDIDA MÍN. 1ª PÁG.
Q286=0
;MEDIDA MÁX. 2ª PÁG.
X
Y
50
50
80
Z
Y
10
60