HEIDENHAIN TNC 640 (34059x-02) ISO programming Manual del usuario
Página 201
Movimientos de trayectoria - coordenadas cartesianas
6.4
6
TNC 640 | Modo de empleo Programación DIN/ISO | 12/2013
201
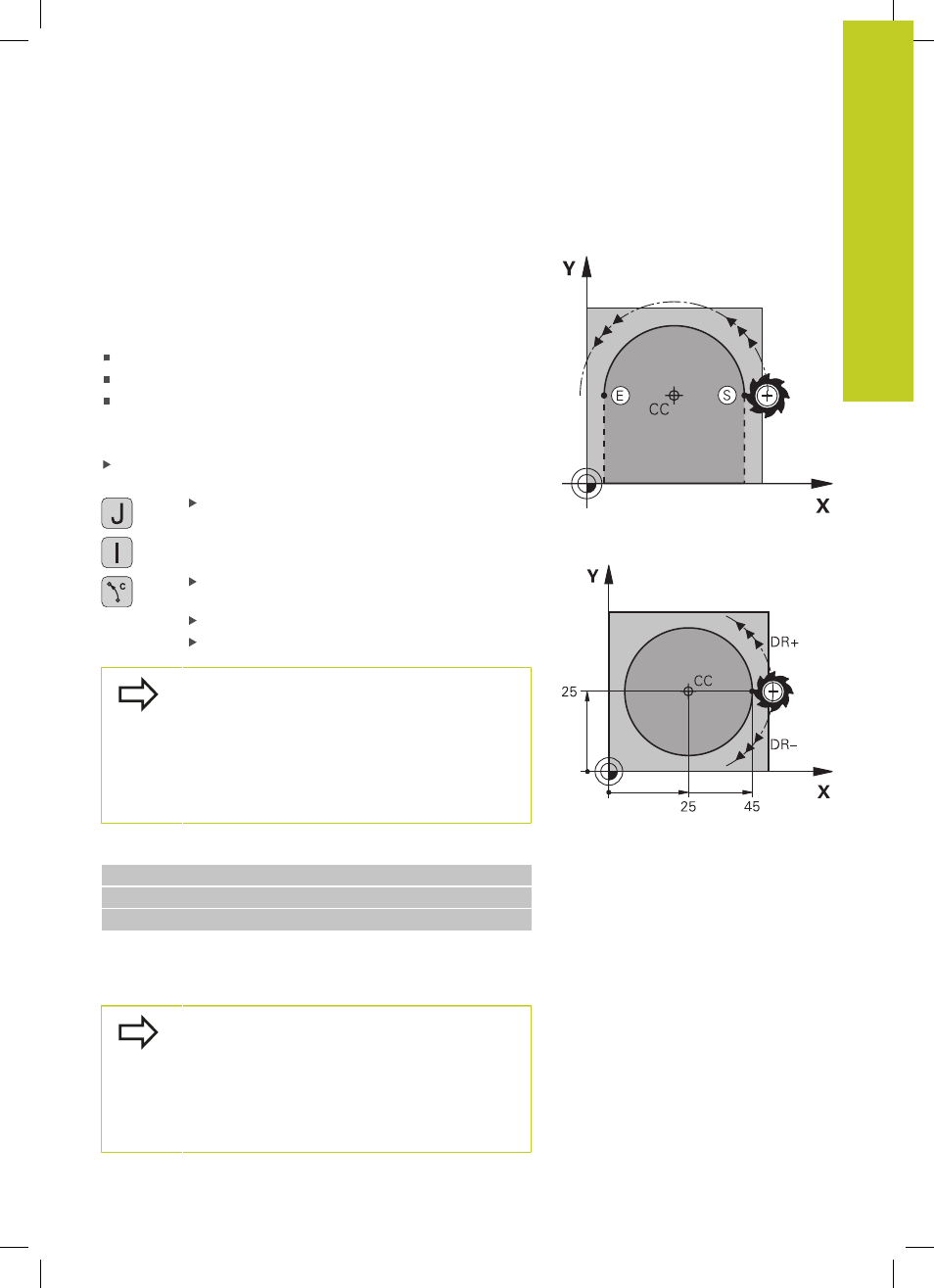
Trayectoria circular C alrededor del centro del círculo
CC
Antes de programar la trayectoria circular, hay que determinar el
punto central del círculo
I, J. La última posición programada de la
herramienta antes de la trayectoria circular es el punto de partida
de dicha trayectoria.
Sentido
En sentido horario:
G02
En sentido antihorario:
G03
Sin entrada de dirección de giro:
G05. El TNC realiza el recorrido
por la trayectoria circular con la última dirección de giro
programada
Desplazar la herramienta sobre el punto de partida de la
trayectoria circular
Introducir las coordenadas del centro del círculo
Coordenadas del punto final del arco de círculo, en
caso necesario:
Avance F
Función auxiliar M
Normalmente el TNC recorre movimientos circulares
en el plano de mecanizado activo. Si se programan
círculos que no están activos en el plano de
mecanizado activo, p. ej.
G2 Z... X... en el eje de
la herramienta Z y, simultáneamente, se rota el
movimiento, entonces el TNC recorre un círculo
espacial, es decir, un círculo en 3 ejes (Opción de
software 1).
Ejemplo de frases NC
N50 I+25 J+25 *
N60 G01 G42 X+45 Y+25 F200 M3 *
N70 G03 X+45 Y+25 *
Círculo completo
Para el punto final se programan las mismas coordenadas que para
el punto de partida.
El punto de partida y el punto final deben estar en la
misma trayectoria circular.
Tolerancia de introducción: hasta 0,016 mm (se
puede seleccionar mediante el parámetro de
máquina
circleDeviation).
Círculo más pequeño que puede realizar el TNC:
0,0016 µm.