Entrada y salida tangenciales – HEIDENHAIN TNC 640 (34059x-02) ISO programming Manual del usuario
Página 194
Programación: Programar contornos
6.3
Aproximación y salida del contorno
6
194
TNC 640 | Modo de empleo Programación DIN/ISO | 12/2013
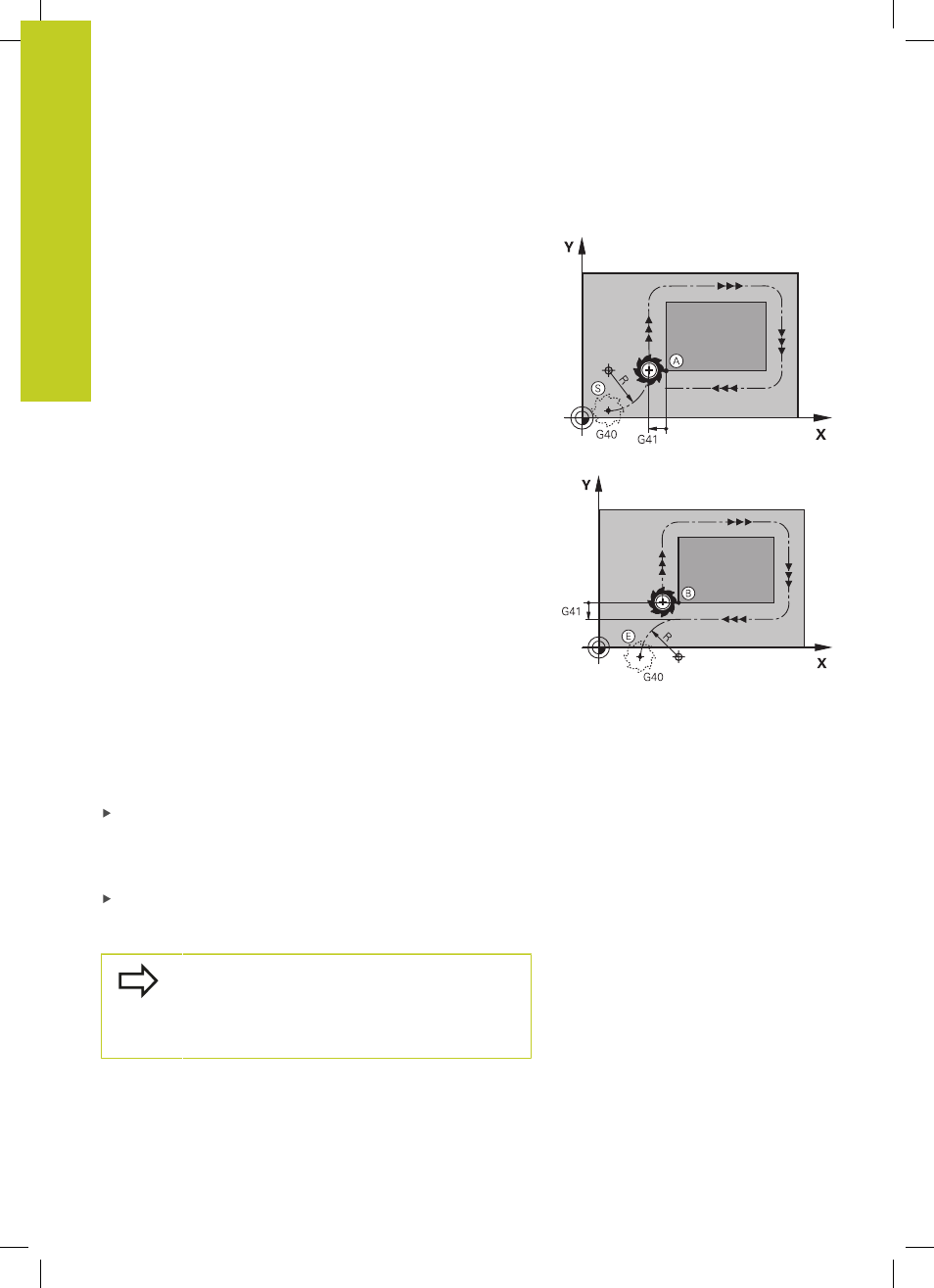
Entrada y salida tangenciales
Con
G26 (fig. centro dcha.) se puede realizar una aproximación
tangencial a la pieza y con
G27 (fig. abajo dcha.) salir
tangencialmente de la misma. De esta forma se evitan marcas en
la pieza.
Punto inicial y punto final
El punto inicial y el punto final se encuentran cerca del primer o
último punto del contorno fuera de la pieza y se programan sin
corrección de radio.
Aproximación
Introducir
G26 después de la frase en la que se ha programado
el primer punto del contorno: Esta es la primera frase con
corrección de radio
G41/G42
Salida
Introducir
G27 después de la frase en la que se ha programado
el último punto del contorno: Esta es la última frase con
corrección de radio
G41/G42
Se debe seleccionar el radio para
G26 y G27 de
modo que el TNC pueda ejecutar la trayectoria
circular entre el punto inicial y el primer punto
del contorno, así como entre el último punto del
contorno y el punto final.