Valores delta para longitudes y radios, Datos de herramienta 5.2 – HEIDENHAIN TNC 640 (34059x-02) ISO programming Manual del usuario
Página 155
Datos de herramienta
5.2
5
TNC 640 | Modo de empleo Programación DIN/ISO | 12/2013
155
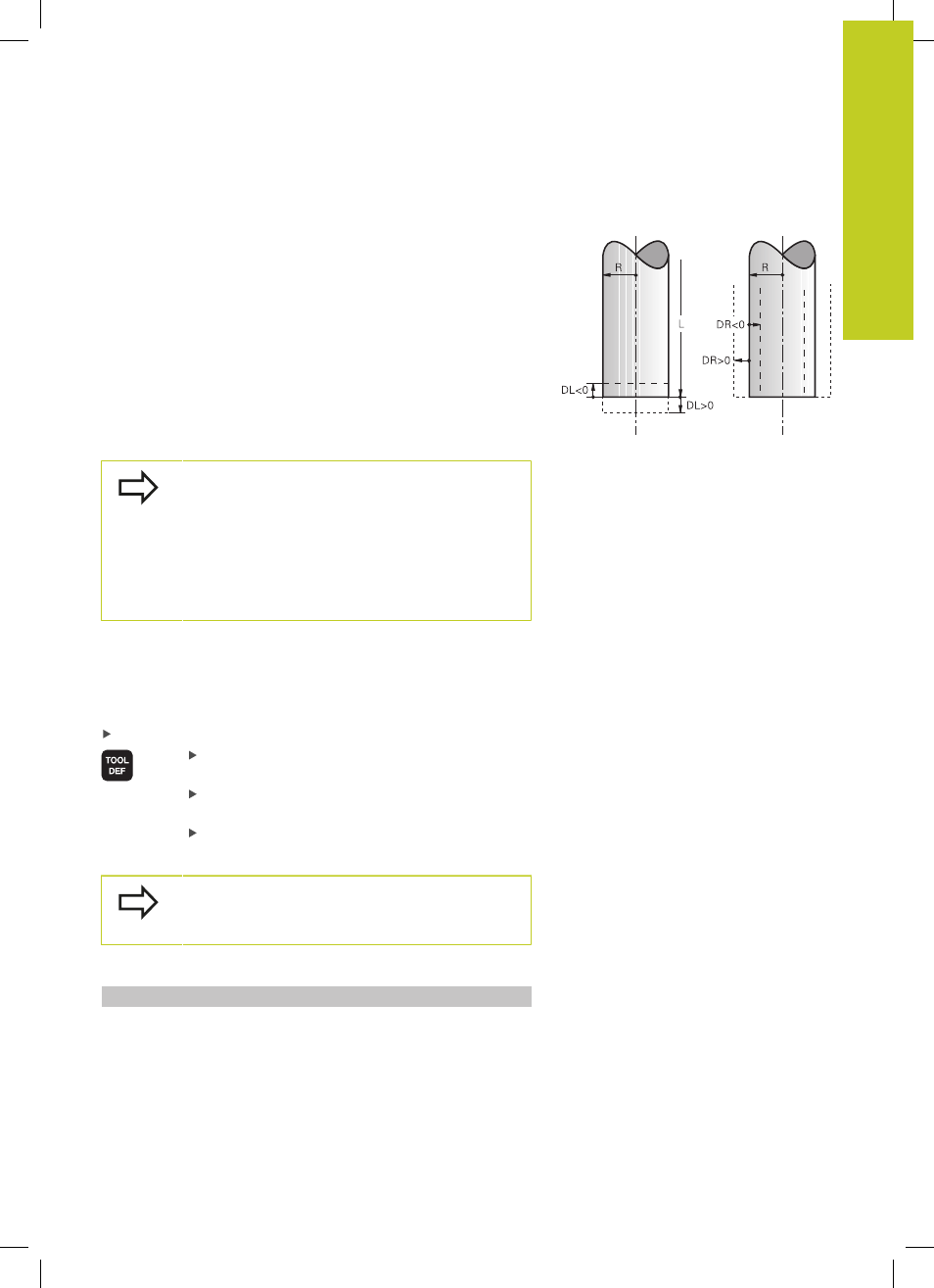
Valores delta para longitudes y radios
Los valores delta indican desviaciones de la longitud y del radio de
las herramientas .
Un valor delta positivo indica una sobremedida (
DL, DR, DR2>0).
En un mecanizado con sobremedida, dicho valor se indica en la
programación mediante el acceso a la herramienta
T.
Un valor delta negativo indica un decremento (
DL, DR, DR2<0).
En las tablas de herramienta se introduce el decremento para el
desgaste de la hta.
Los valores delta se indican como valores numéricos, en una frase
T se admite también un parámetro Q como valor.
Margen de introducción: los valores delta se encuentran como
máximo entre ±99,999 mm.
Los valores delta de la tabla de herramientas influyen
en la representación gráfica de la
herramienta
.
La representación de la
pieza
en la simulación
permanece invariable.
Los valores delta de la frase
T-modifican en la
simulación el tamaño representado de la
pieza
. El
tamaño de la herramienta
simulado permanece
invariable.
Introducir en el programa los datos de la herramienta
El número, la longitud y el radio para una herramienta se determina
una sola vez en el programa de mecanizado en una frase
G99:
Seleccionar definición de herramienta: Pulsar la tecla TOOL DEF
Número de herramienta: Identificar claramente
una herramienta con su número
Longitud de la herramienta: Valor de corrección
para la longitud
Radio de la herramienta: Valor de corrección para
el radio
Durante el diálogo es posible introducir el valor para
la longitud del radio directamente en el campo de
diálogo: pulsar la softkey del eje deseada.
Ejemplo
N40 G99 T5 L+10 R+5 *