1 gestión de palets, Aplicación – HEIDENHAIN iTNC 530 (60642x-03) ISO programming Manual del usuario
Página 454
454
Programación: Gestión de palets
13.1 Gestión de palets
13.1 Gestión de palets
Aplicación
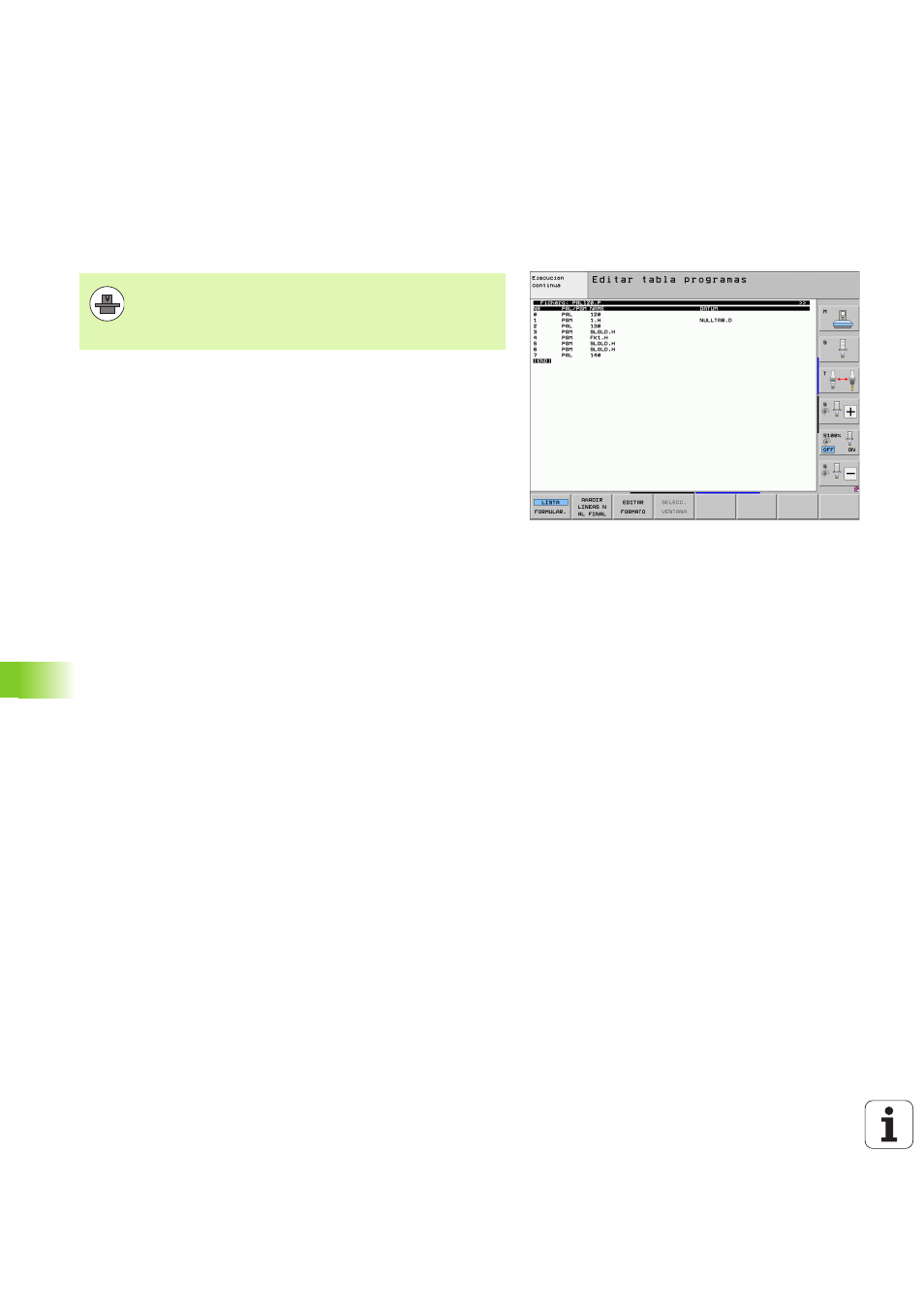
Las tablas de palets se emplean en centros de mecanizado con
cambiador de palets: La tabla de palets llama a los programas de
mecanizado correspondientes a los diferentes palets y activa
desplazamientos del punto cero o bien las tablas de puntos cero.
También se pueden utilizar las tablas de palets para ejecutar
sucesivamente diferentes programas con diferentes puntos de
referencia.
Las tablas de palets contienen las siguientes indicaciones:
PAL/PGM
(registro necesario):
Reconocimiento de palets o programa NC (seleccionar con la tecla
ENT o bien NO ENT)
NOMBRE
(registro necesario):
Nombre de palets o de programa. El constructor de la máquina
determina los nombres de los palets (véase manual de la máquina).
Los nombres del programa se memorizan en el mismo directorio
que la tabla de palets, ya que de lo contrario deberá introducirse el
nombre completo del camino de búsqueda del programa
PALPRES
(Registro opcional):
Número de preset de la tabla de presets de palets. El número de
preset aqui definido es interpretado por el TNC como punto de
referencia de palets (Registro PAL en columna PAL/PGM). El preset de
palets se puede utilizar para compensar diferencias mecánicas entre
los palets. El preset de palets se puede activar automáticamente al
entrar el palet.
PRESET
(Registro opcional):
Número de preset de la tabla de presets. El número de preset aqui
definido es interpretado por el TNC bien como punto de referencia
de palets (Registro PAL en columna PAL/PGM) o como punto de
referencia de la pieza (Registro PGM en línea PAL/PGM) Si en la
máquina está activa una tabla de preset de palets, utilizar la columna
PRESET
sólo para los puntos de referencia de la pieza.
CEROS
(Registro opcional):
Nombre de la tabla de puntos cero. Las tablas de puntos cero se
memorizan en el mismo directorio que las tablas de palets, ya que
de lo contrario deberá indicarse el nombre completo del camino de
búsqueda de la tabla de puntos cero. Los puntos cero de la tabla de
puntos cero se activan en el programa NC con el ciclo 7
DESPLAZAMIENTO DEL PTO. CERO
La gestión de palets es una función que depende de la
máquina. A continuación se describen las funciones
standard. Rogamos consulten también el manual de su
máquina.