Recta en marcha rápida g00 recta con avance g01 f, 4 t ra y e ct or ias - coor denadas car tesianas – HEIDENHAIN iTNC 530 (60642x-03) ISO programming Manual del usuario
Página 221
HEIDENHAIN iTNC 530
221
6.4 T
ra
y
e
ct
or
ias - coor
denadas car
tesianas
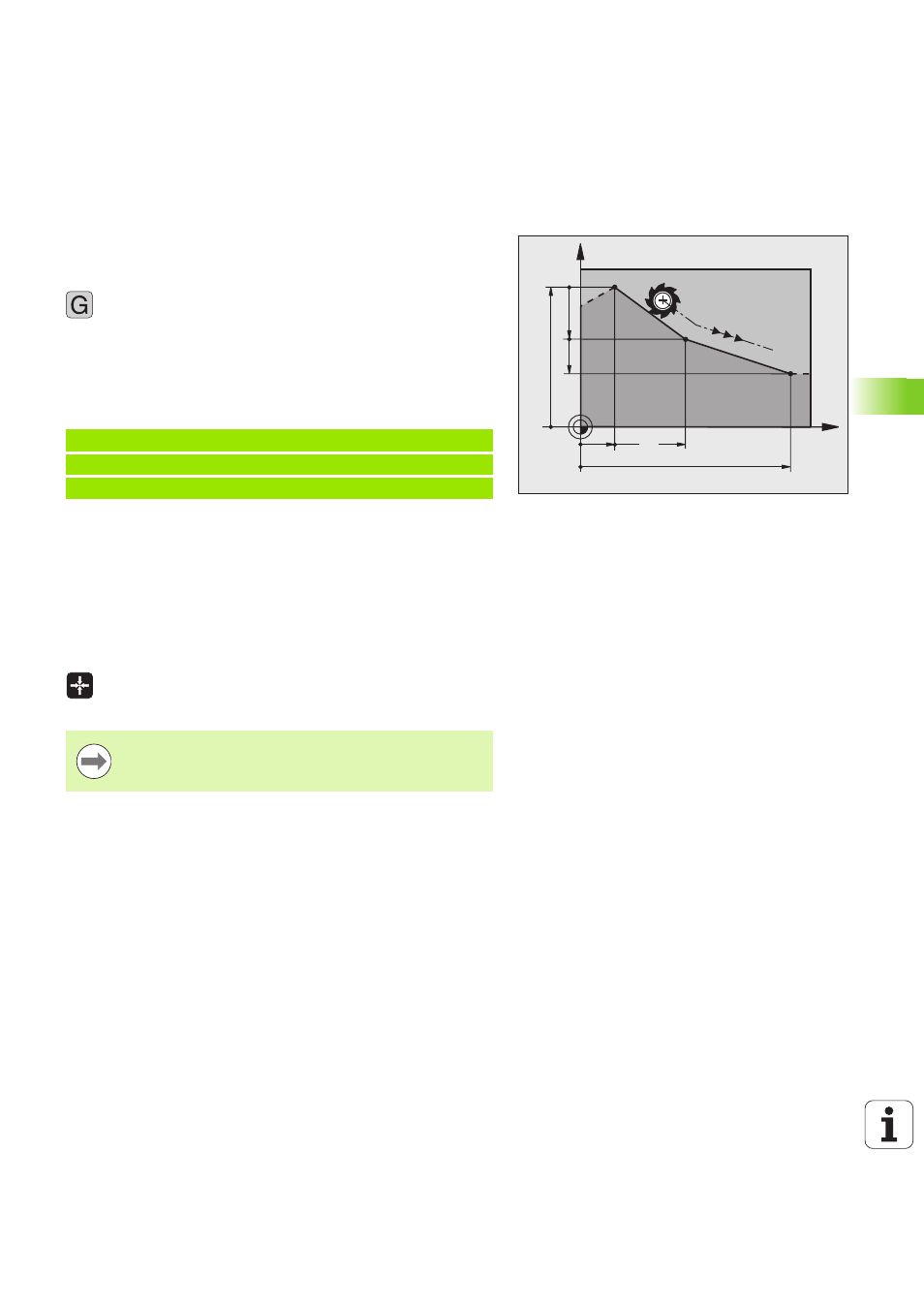
Recta en marcha rápida G00
Recta con avance G01 F
El TNC desplaza la herramienta sobre una recta desde su posición
actual hasta el punto final de la misma. El punto de partida es el punto
final de la frase anterior.
Coordenadas
del punto final de la recta, en caso
necesario
Corrección de radio G41/G42/G40
Avance F
Función auxiliar M
Ejemplo de frases NC
Aceptar la posición real
También se puede generar una frase lineal (frase G01) con la tecla
"ACEPTAR POSICIÓN REAL":
Desplazar la herramienta en el modo de funcionamiento manual a la
posición que se quiere aceptar
Cambiar la visualización de la pantalla a Memorizar/Editar programa
Seleccionar la frase del programa detrás de la cual se quiere añadir
la frase L
Pulsar la tecla "ACEPTAR POSICIÓN REAL": el TNC
genera una frase L con las coordenadas de la posición
real
X
Y
60
15
40
10
10
20
N70 G01 G41 X+10 Y+40 F200 M3 *
N80 G91 X+20 Y-15 *
N90 G90 X+60 G91 Y-10 *
La número de ejes, que el TNC guarda en la frase G01 se
determina a través de la función MOD (Véase "Selección
del eje para generar una frase G01" en pág. 599).
1