HEIDENHAIN iTNC 530 (60642x-03) ISO programming Manual del usuario
Página 335
HEIDENHAIN iTNC 530
335
1
0.3 F
unciones auxiliar
es par
a
la indicación de coor
denadas
Comportamiento con M92 - Punto de referencia de la máquina
Cuando en las frases de posicionamiento las coordenadas se deban
referir al punto de referencia de la máquina, deberá introducirse en
dichas frases M92.
Funcionamiento
M91 y M92 sólo funcionan en las frases de posicionamiento en las
cuales está programada M91 o M92.
M91 y M92 se activan al inicio de la frase.
Punto de referencia de la pieza
Cuando las coordenadas deban referirse siempre al punto cero de la
máquina, se puede bloquear la fijación del punto de referencia para
uno o varios ejes.
Cuando está bloqueada la fijación del punto de referencia para todos
los ejes, el TNC ya no muestra la softkey FIJAR PTO. REF en el modo
de funcionamiento Manual.
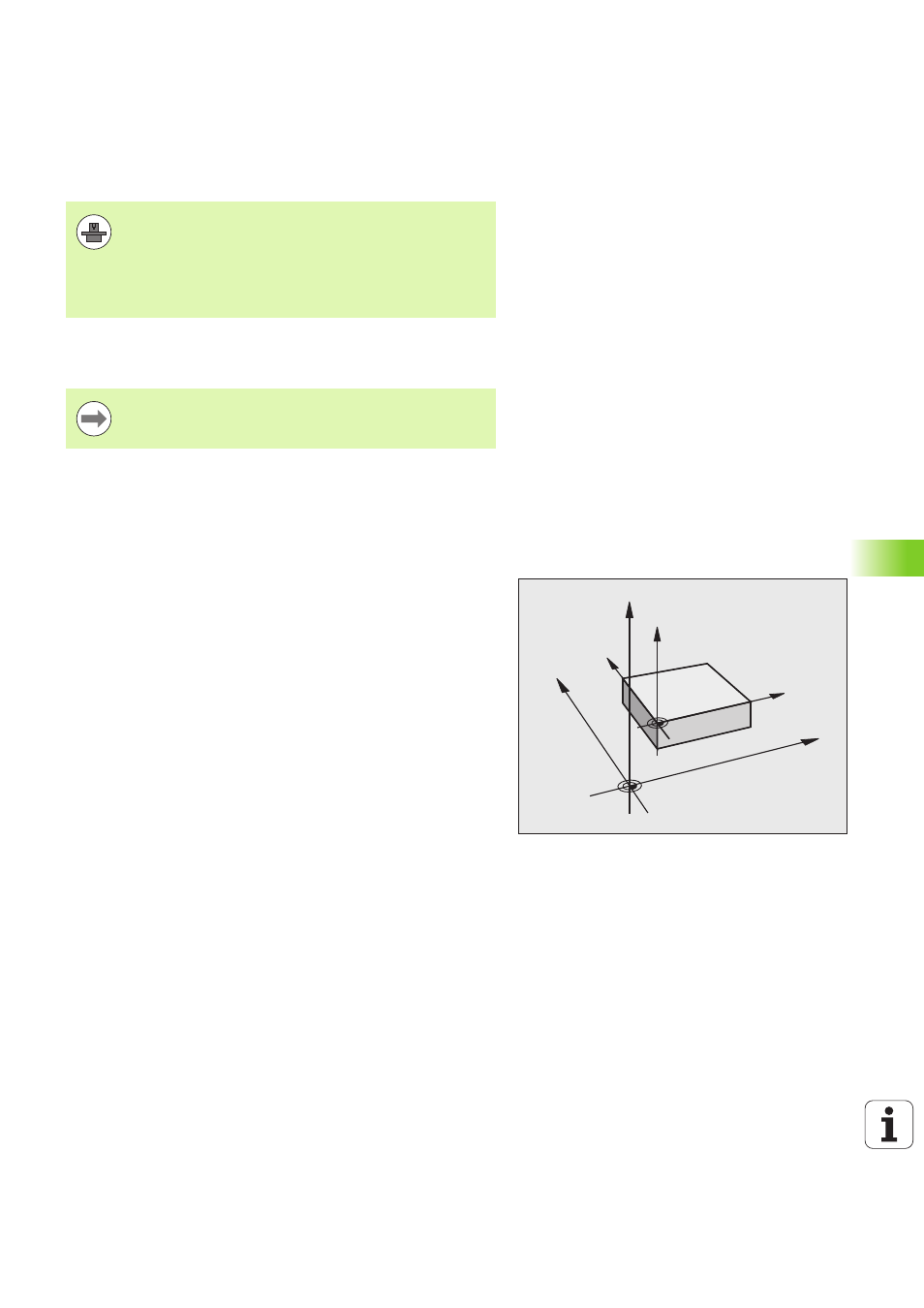
La figura indica sistemas de coordenadas con puntos cero de la
máquina y de la pieza.
M91/M92 en el modo de funcionamiento Test del programa
Para poder simular también gráficamente los movimientos M91/M92,
es preciso activar la supervisión del espacio de trabajo visualizando la
pieza en bruto en relación con el punto de referencia fijado, Véase
"Representación de la pieza en bruto en el espacio de trabajo" en pág.
Además del punto cero de la máquina el constructor de la
máquina también puede determinar otra posición fija de la
máquina (punto de referencia de la máquina).
El constructor de la máquina determina para cada eje la
distancia del punto de referencia de la máquina al punto
cero de la misma (véase el manual de la máquina).
Con M91 o M92 el TNC también realiza correctamente la
corrección de radio. Sin embargo no se tiene en cuenta la
longitud de la herramienta.
Z
X
Y
Z
Y
X
M