Parámetros de ciclo, 3 isla rect angular (ciclo 256) – HEIDENHAIN TNC 128 (77184x-01) Manual del usuario
Página 436
436
Ciclos de mecanizado: Fresado de cajeras / Fresado de islas / Fresado de ranuras
1
7.3 ISLA RECT
ANGULAR (ciclo 256)
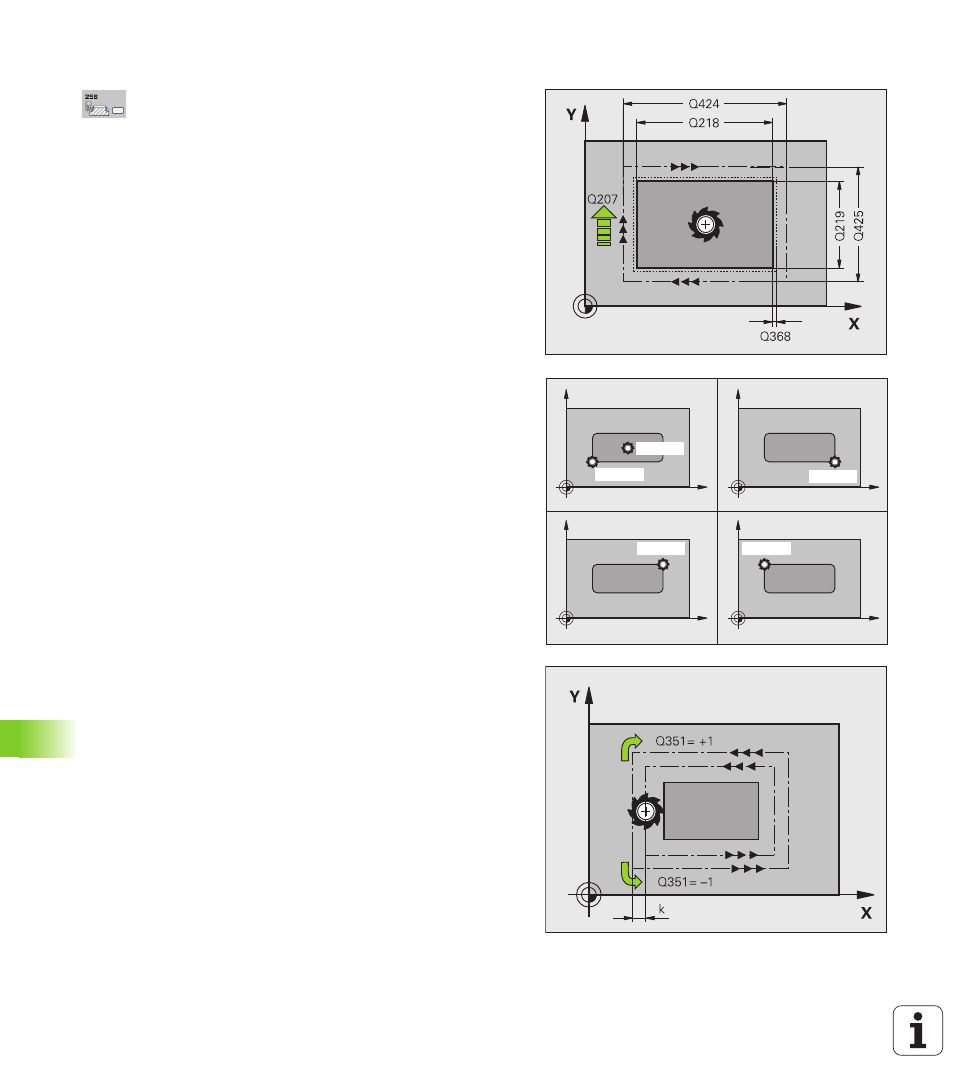
Parámetros de ciclo
Tipo de mecanizado (0/1/2)
Q215: Determinación
del tipo de mecanizado:
0
: Desbaste y Acabado
1
: Sólo Desbaste
2
: Sólo Acabado
Acabado lateral y acabado en profundidad solo serán
ejecutados si se ha definido la sobremedida de
acabado (Q368)
Longitud lado 1
Q218: Longitud de la isla, paralela al
eje principal del plano de mecanizado. Campo de
introducción 0 a 99999,9999
Dimensión de la pieza en bruto, longitud lateral 1
Q242: longitud de la pieza en bruto de la isla, paralela
al eje principal del plano de mecanizado. Introducir la
dimensión de la pieza en bruto, longitud lateral 1
mayor a la longitud lateral 1. El TNC ejecuta varias
aproximaciones laterales, si la diferencia entre la
dimensión de la pieza en bruto 1 y la dimensión final
1 es mayor a la aproximación lateral permitida (radio
de herramienta x solapamiento de la trayectoria
Q370
). El TNC siempre calcula una aproximación
lateral constante. Campo de introducción 0 a
99999,9999
Longitud lateral 2
Q219: Longitud de la isla, paralela
al eje auxiliar del plano de mecanizado. Introducir la
dimensión de la pieza en bruto, longitud lateral 2
mayor a la longitud lateral 2. El TNC ejecuta varias
aproximaciones laterales, si la diferencia entre la
dimensión de la pieza en bruto 2 y la dimensión final
2 es mayor a la aproximación lateral permitida (radio
de herramienta x solapamiento de la trayectoria
Q370
). El TNC siempre calcula una aproximación
lateral constante. Campo de introducción 0 a
99999,9999
Profundidad
Q201 (valor incremental): Distancia
entre la superficie de la pieza y la base de la isla.
Campo de entrada -99999,9999 hasta 99999,9999
Posición de la isla
Q367: posición de la isla referida a
la posición de la herramienta en el momento de llamar
al ciclo:
0
: posición de la herramienta = centro de la isla
1
: posición de la herramienta = esquina inferior
izquierda
2
: posición de la herramienta = esquina inferior
derecha
3
: posición de la herramienta = esquina superior
derecha
4
: posición de la herramienta = esquina superior
izquierda
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
Q367=4