Ienta: véase "corrección del radio de, 3 cor rección de la her ramienta – HEIDENHAIN TNC 128 (77184x-01) Manual del usuario
Página 159
HEIDENHAIN TNC 128
159
5.3 Cor
rección de la her
ramienta
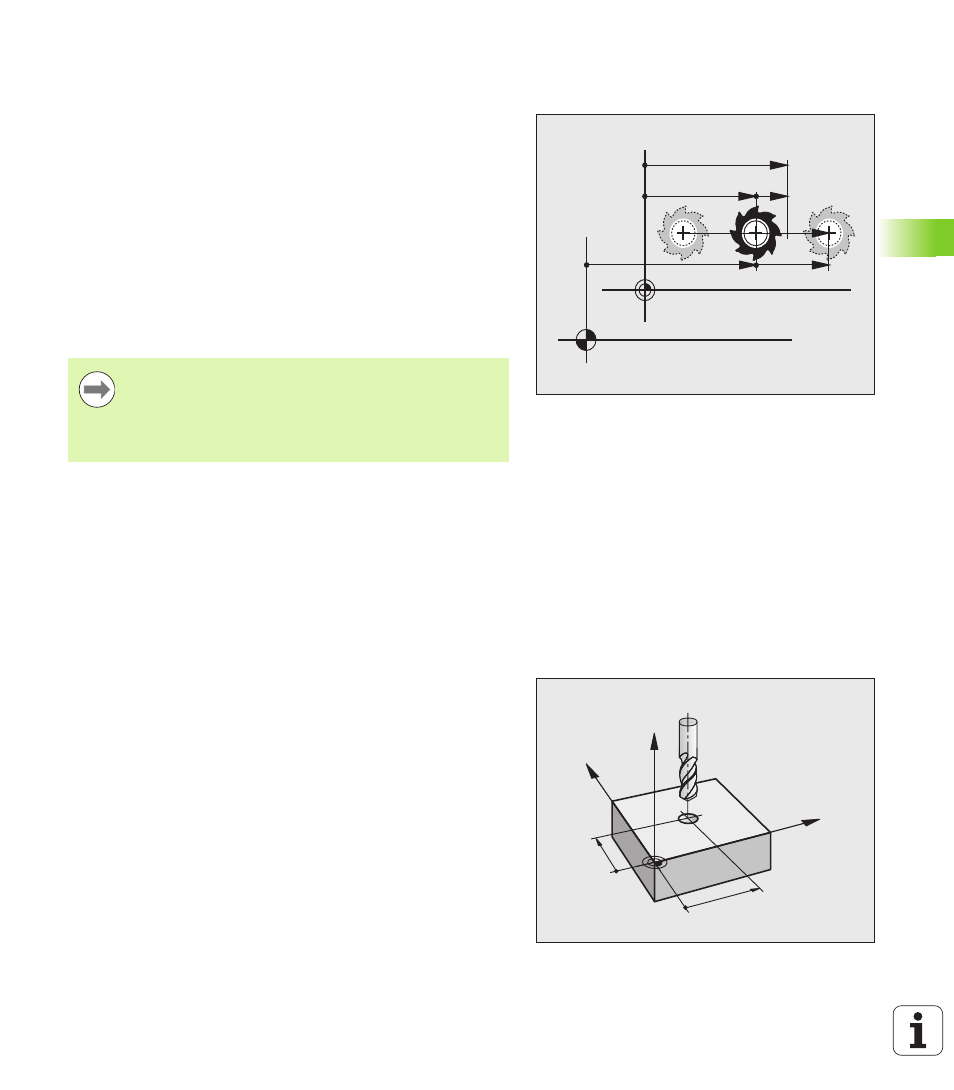
Corrección del radio de la herramienta con fases
de posicionamiento paralelas al eje
Con la ayuda de frases de posicionamiento paralelas al eje, el TNC
puede corregir el radio de la herramienta en el plano de mecanizado.
De este modo, se pueden introducir directamente las cotas del dibujo,
sin tener que convertir previamente las posiciones. El recorrido de
desplazamiento se acorta o se alarga lo equivalente al radio de la
herramienta
R+
prolonga el recorrido de la herramienta lo equivalente al radio de
la herramienta
R+
acorta el recorrido de la herramienta lo equivalente al radio de la
herramienta
R0
posiciona la herramienta con el centro de la herramienta
La corrección de radio actúa en cuanto se llama a una herramienta y
se desplaza en el plano de mecanizado.
En la corrección del radio el TNC tiene en cuenta los valores delta tanto
de la frase TOOL CALL como de la tabla de herramientas:
Valor de corrección = R + DR
TOOL CALL
+ DR
TAB
con
Tipos de trayectoria sin corrección de radio: R0
El punto central de la herramienta se desplaza en el plano de
mecanizado sobre la trayectoria programada, o bien sobre las
coordenadas programadas.
Empleo: Taladros, posicionamientos previos.
La corrección del radio no actúa en posicionamientos en
el eje del cabezal.
En una frase de posicionamiento que no contiene ningún
dato para la corrección del radio, permanece activa la
última corrección del radio seleccionada.
R
:
Radio de la herramienta R desde la frase TOOL DEF
o desde la tabla de herramientas
DR
TOOL CALL
:
Sobremedida DR para el radio de una frase TOOL
CALL
DR
TAB:
Sobremedida DR para el radio de una tabla de htas.
Y
X
Z
X
Y