Valores delta para longitudes y radios, Introducción de los datos de la hta. en el pgm, 2 d a tos de la her ramienta – HEIDENHAIN TNC 128 (77184x-01) Manual del usuario
Página 145
HEIDENHAIN TNC 128
145
5.2 D
a
tos de la her
ramienta
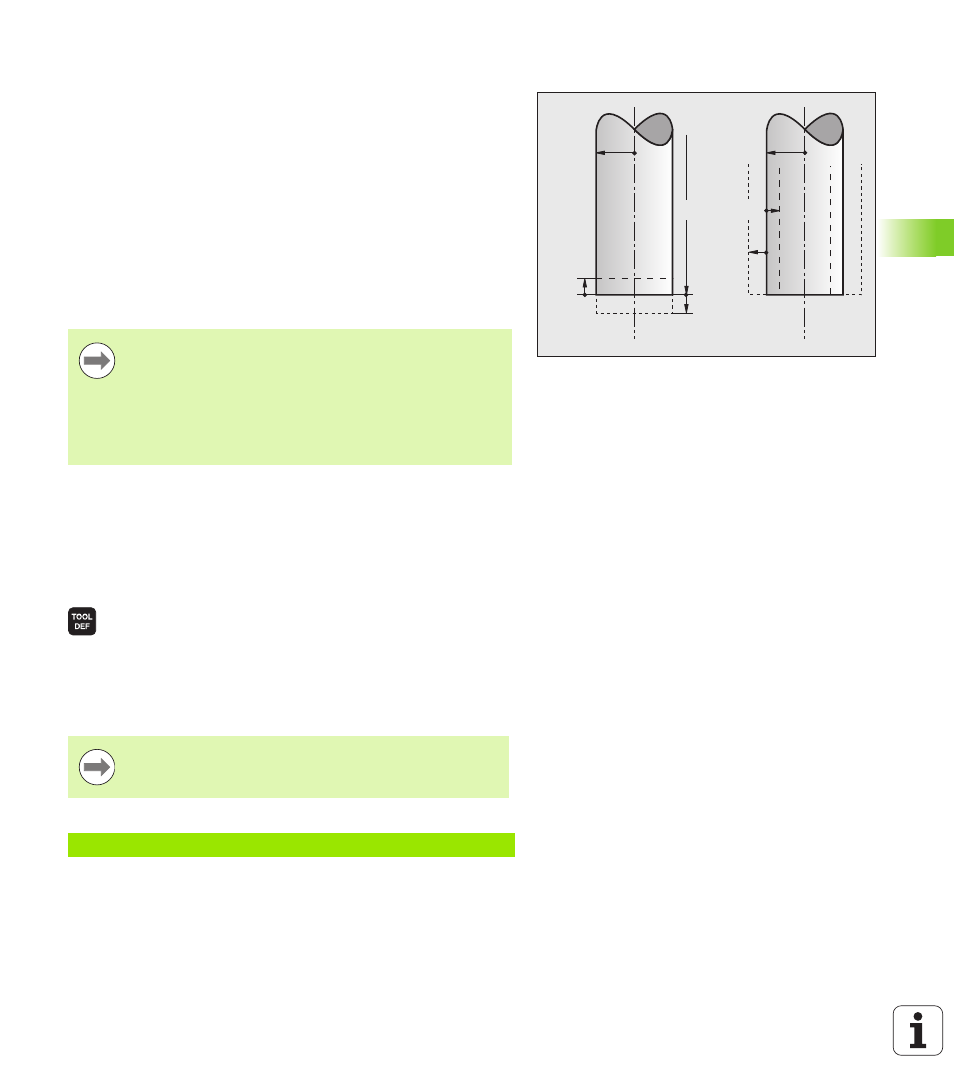
Valores delta para longitudes y radios
Los valores delta indican desviaciones de la longitud y del radio de las
herramientas .
Un valor delta positivo indica una sobremedida (DL, DR, DR2>0). En un
mecanizado con sobremedida dicho valor se indica en la programación
por medio de la llamada a la herramienta TOOL CALL.
Un valor delta negativo indica un decremento (DL, DR, DR2<0). En las
tablas de herramienta se introduce el decremento para el desgaste de
la hta.
Los valores delta se indican como valores numéricos, en una frase
TOOL CALL
se admite también un parámetro Q como valor.
Margen de introducción: los valores delta se encuentran como
máximo entre ±99,999 mm.
Introducción de los datos de la hta. en el pgm
El número, la longitud y el radio para una herramienta determinada, se
determina una sola vez en el programa de mecanizado en una frase
TOOL DEF
-:
Seleccionar la definición de herramienta: pulsar la tecla TOOL DEF
Número de herramienta
: identificar claramente una
herramienta con su número
Longitud de la herramienta
: Valor de corrección para
la longitud
Radio de la herramienta
: Valor de corrección para el
radio
Ejemplo
DR<0
DR>0
DL<0
R
DL>0
L
R
Los valores delta de la tabla de herramientas influyen en la
representación gráfica de la herramienta. La
representación de la pieza en la simulación permanece
invariable.
Los valores delta de la fraseTOOL CALL-modifican en la
simulación el tamaño representado de la pieza. El tamaño
de la herramienta
simulado permanece invariable.
Durante el diálogo es posible introducir el valor para la
longitud del radio directamente en el campo de diálogo:
pulsar la softkey del eje deseada.
4 TOOL DEF 5 L+10 R+5