Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manual del usuario
Página 98
Ciclos de mecanizado: Taladro
3.10
TALADRADO CON BROCA DE UN SOLO LABIO (Ciclo 241,, DIN/ISO:
G241)
3
98
TNC 640 | Modo de Empleoprogramación de ciclos | 5/2014
Parámetros de ciclo
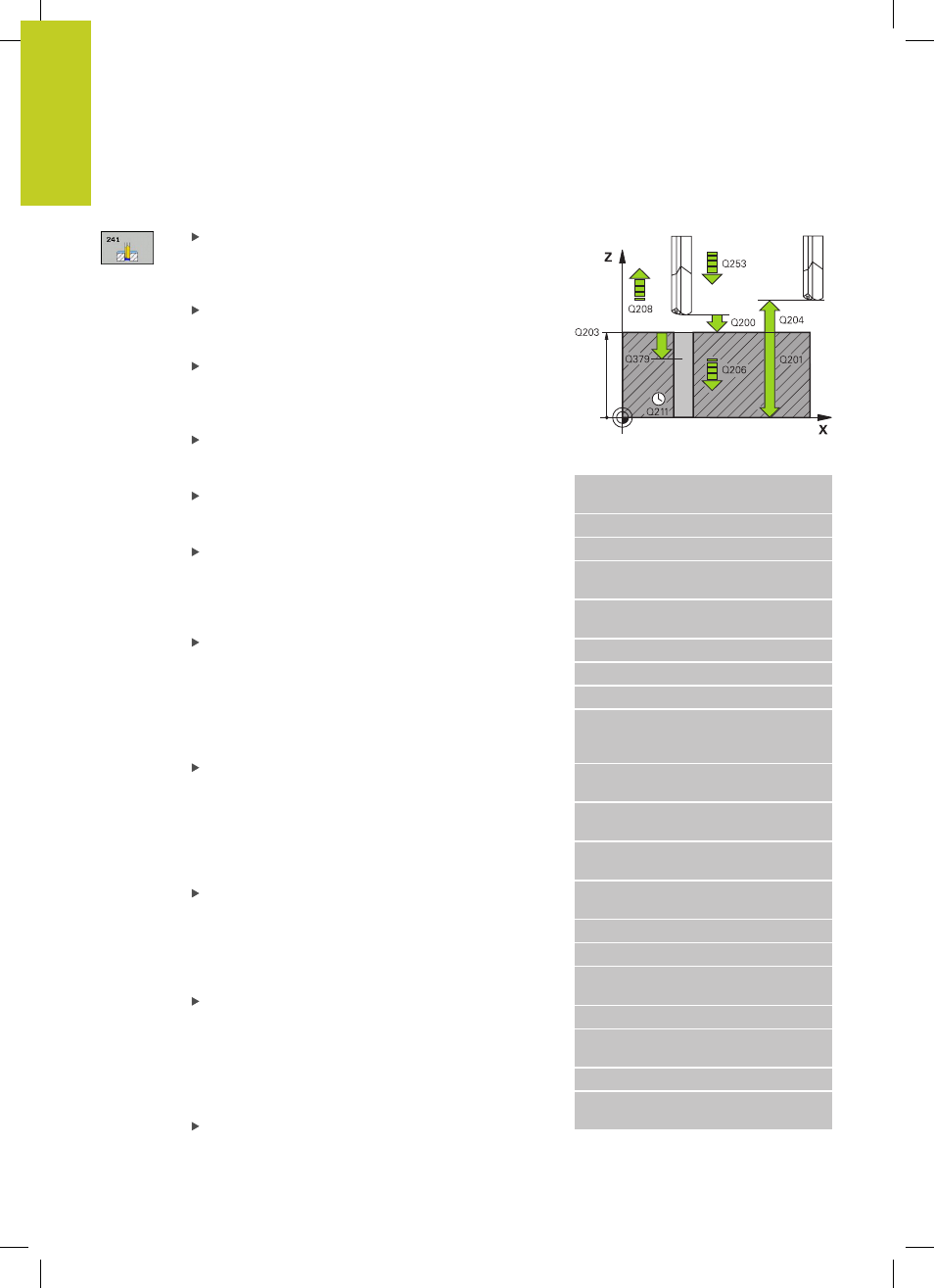
Distancia de seguridad Q200 (valor incremental):
distancia entre el extremo de la herramienta y la
superficie de la pieza Campo de introducción 0 a
99999,9999
Profundidad Q201 (valor incremental): distancia
entre la superficie de la pieza y la base del taladro
Campo de introducción -99999,9999 a 99999,9999
Avance al profundizar Q206: velocidad de
desplazamiento de la herramienta en el taladrado
en mm/min. Campo de introducción 0 a 99999.999
alternativo
FAUTO, FU
Tiempo de espera abajo Q211: tiempo en
segundos que espera la herramienta en la base del
taladro Campo de introducción 0 a 3600,0000
Coord. de la superficie de la pieza Q203
(absoluto): coordenadas de la superficie de la pieza.
Campo de introducción -99999,9999 a 99999,9999
2ª distancia de seguridad Q204 (valor incremental):
coordenada del eje de la herramienta. en la que
no se puede producir ninguna colisión entre la
herramienta y la pieza (medio de sujeción). Campo
de introducción 0 a 99999,9999
Punto de partida profundizado Q379 (valor
incremental referido a la superficie de la pieza):
Punto de partida del mecanizado de taladrado
propiamente dicho. El TNC se desplaza con el
Avance de preposicionamiento desde la distancia
de seguridad hasta el punto de partida profundizado.
Campo de introducción 0 a 99999,9999
Avance de preposicionamiento Q253: velocidad
de desplazamiento de la herramienta al posicionar
desde la distancia de seguridad sobre un punto
de partida profundizado en mm/min. Tiene efecto
solo si ha introducido Q379 no igual a 0. Campo
de introducción 0 a 99999,999 alternativo
FMAX,
FAUTO
Avance al retirar Q208: velocidad de
desplazamiento de la herramienta al retirarse
del taladro en mm/min. Si se introduce Q208=0,
entonces el TNC hace retirar la herramienta con
avance de taladrado Q206. Campo de introducción 0
a 99999,999 alternativo
FMAX, FAUTO
Sentido de giro entrada/salida (3/4/5) Q426:
sentido de giro con el que debe girar la herramienta
durante la entrada en el taladro y durante la salida
del taladro. Valor de introducción:
3
: Giro de cabezal con M3
4
: Giro de cabezal con M4
5
: Desplazamiento del cabezal sin giro
Revoluciones de husillo entrada/salida Q427:
Revoluciones de la herramienta durante la entrada
en el taladro y durante la salida del taladro. Campo
de introducción 0 a 99999
Frases NC
11 CYCL DEF 241 TALADRO CON BROCA
DE UN SOLO LABIO
Q200=2
;DIST. DE SEGURIDAD
Q201=-80
;PROFUNDIDAD
Q206=150
;AVANCE DE PASO DE
PROFUNDIZACIÓN
Q211=0.25
;TIEMPO DE ESPERA
ABAJO
Q203=+100
;COOR. SUPERFICIE
Q204=50
;2ª DIST. DE SEGURIDAD
Q379=7.5
;PUNTO DE PARTIDA
Q253=750
;AVANCE DE
POSICIONAMIENTO
PREVIO
Q208=1000
;AVANCE DE
RETROCESO
Q426=3
;SENTIDO DE GIRO DEL
HUSILLO
Q427=25
;REVOLUCIONES
ENTRADA/SALIDA
Q428=500
;REVOLUCIONES
TALADRADO
Q429=8
;REFRIGERACIÓN ON
Q430=9
;REFRIGERACIÓN OFF
Q435=0
;PROFUNDIDAD DE
ESPERA
Q401=100
;FACTOR DE AVANCE
Q202=9999
;MÁX. DE
PROFUNDIZACION
Q212=0
;VALOR DE REDUCCIÓN
Q205=0
;MÍN. PROFUNDIDAD DE
PASADA