HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manual del usuario
Página 561
CALIBRAR LONGITUD DEL TS (Ciclo 461, DIN/ISO: G257)
18.7
18
TNC 640 | Modo de Empleoprogramación de ciclos | 5/2014
561
18.7
CALIBRAR LONGITUD DEL TS (Ciclo
461, DIN/ISO: G257)
Desarrollo del ciclo
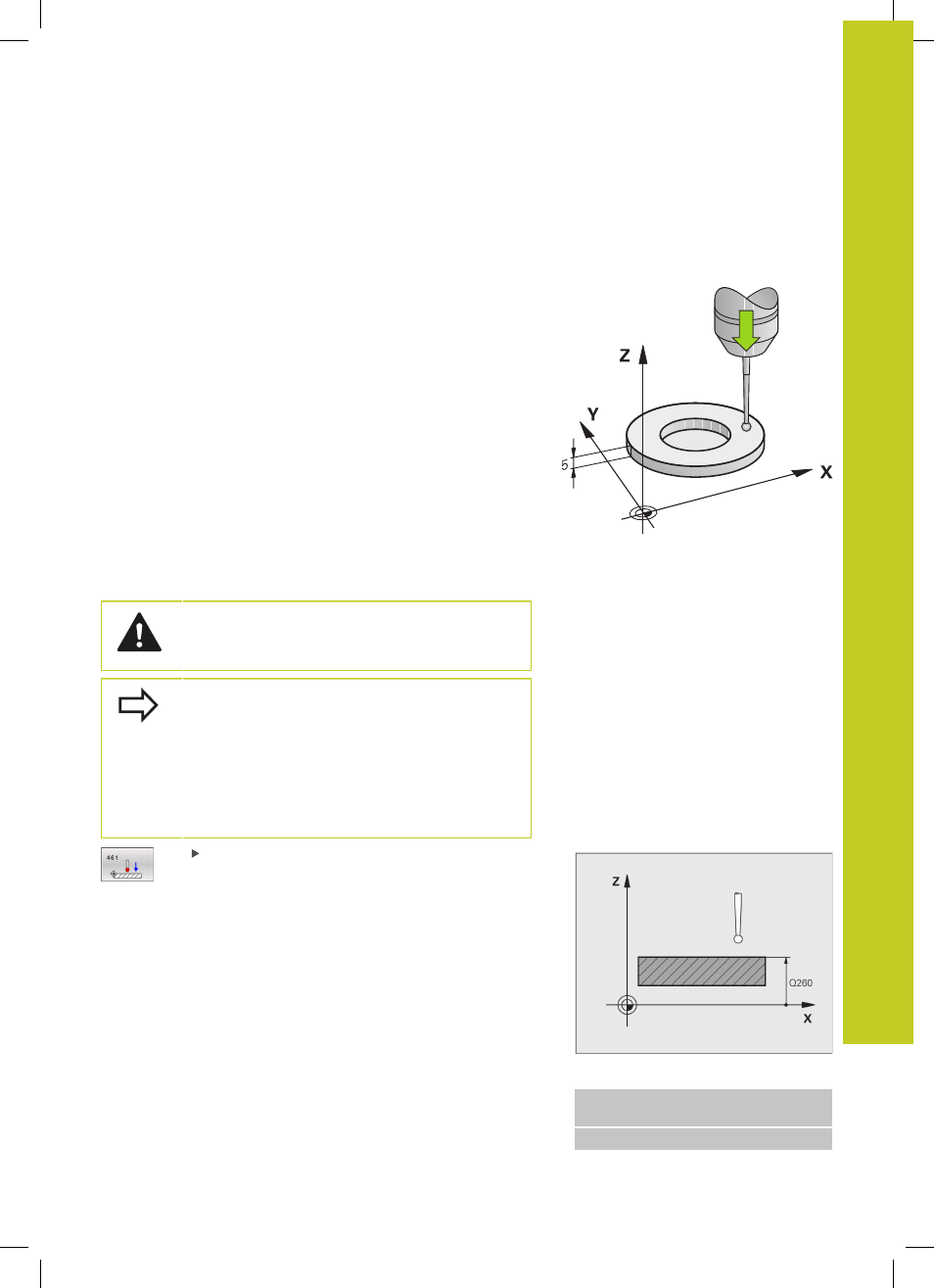
Antes de iniciar el ciclo de calibración se debe fijar el punto de
referencia en el eje del cabezal de tal modo que sobre la mesa
de la máquina haya Z=0 y posicionar previamente el palpador
mediante el aro de calibración.
1 El TNC orienta el palpador al ángulo
CAL_ANG de la tabla del
palpador (únicamente cuando el palpador sea orientable)
2 El TNC palpa partiendo de la posición actual en la dirección del
cabezal negativa con avance de palpación (Columna
F de la tabla
del palpador)
3 A continuación, el TNC hace retroceder el palpador con avance
rápido (Columna
FMAX de la tabla del palpador) para posicionarlo
en la posición inicial
¡Tener en cuenta durante la programación!
HEIDENHAIN solo garantiza la función de los ciclos
de palpación si se utilizan sistemas de palpación de
HEIDENHAIN.
La longitud activa del palpador se refiere siempre
al punto de referencia de la herramienta. Por regla
general, el fabricante de la máquina sitúa el punto
de referencia de la herramienta sobre la base del
cabezal.
Antes de definir el ciclo deberá programarse una
llamada a la herramienta para la definición del eje de
palpación.
Punto de referencia Q434 (absoluto): Referencia
para la longitud (p. ej. altura aro de ajuste) Campo de
introducción -99999,9999 a 99999,9999
Frases NC
5 TCH PROBE 461 CALIBRAR LONGITUD
TS
Q434=+5
;PUNTO DE REFERENCIA